Soudage par friction-malaxage
Principe
Le principe du soudage consiste à assembler deux tôles qui sont bridées soit bord à bord, soit par recouvrement. Puis, l'outil en rotation pénètre la matière et se déplace le long du joint à souder. Cet
outil est composé d'un épaulement et d'un poinçon (Figure 1). Le rôle de l’épaulement est de générer par frottement sur les pièces à assembler la chaleur nécessaire pour atteindre 80-90% de la température de fusion du matériau soudé. Le poinçon mélange alors ces deux pièces rendues plastiques par la température élevée.
Le poinçon peut se présenter sous différentes morphologies et son filetage permet le drainage en profondeur de la matière.
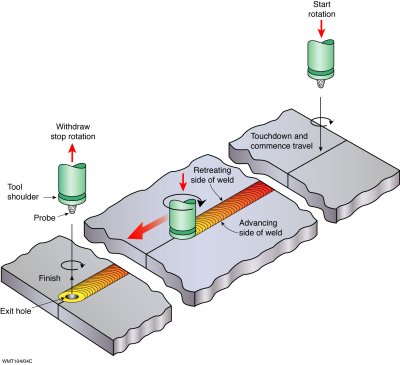
Fig. 1: Principe du soudage FSW
Ce soudage est donc réalisé à l’état solide sans fusion. Ce nouveau procédé présente d’autres avantages : procédé "vert" (il ne nécessite ni décapage avant soudure ni de gaz), n’entraîne aucune fumée ni de bruit pendant l’opération de soudure et donne un niveau de contrainte installée réduit.
Le procédé FSW a révolutionné le monde de l'assemblage dans plusieurs secteurs de l’industrie, Nous citons en particulier l’aérospatiale, l’automobile et la construction navale. Cette importance est justifiée par les avantages que possède le procédé : les soudures sont généralement obtenues sans défauts et avec de bonnes propriétés mécaniques dans une grande variété d'alliages d'aluminium voisines du matériau de base. Le procédé FSW est adapté même pour les structures qu’on croyait non soudables comme les tôles minces (1 mm d’épaisseur) et les tôles épaisses (plus de 35 mm). Les soudures peuvent également être réalisées dans n'importe quelle position. Le procédé FSW permet d’éviter les brulures dans la ZAT contrairement aux procédés de soudage conventionnels (TIG, LASER). Lors du soudage
des alliages d’aluminium à durcissement structural (séries 2000 et 7000), le FSW conserve le durcissement même après des transformations métallurgiques. Ce procédé est bien adapté aux métaux tendres (Al, Zn, Mg, Ti).

Fig. 2: Fraiseuse adapté pour souder FSW (Source: UCL-PRM)
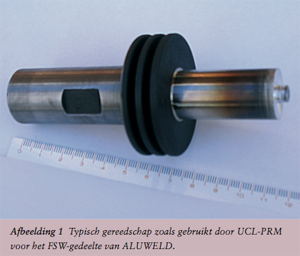
Fig 3: FSW tool
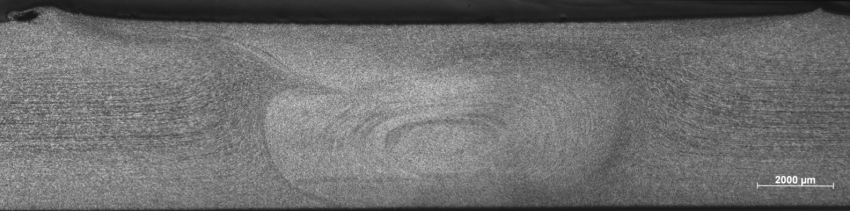
Fig. 4: Coupe métallographique d'une soudure FSW
dr. ir. Koen Faes
