Friction stir lassen
Principes van het lasproces
Een roterend gereedschap, bestaande uit een pin met speciale profilering en een schouder, wordt in het over de volle lengte goed ingeklemde materiaal geduwd, tot de schouder in contact komt met het bovenvlak van het materiaal. Hierdoor wordt het materiaal door wrijving verwarmd tot temperaturen waarbij dit materiaal in een soort van deegachtige toestand terecht komt. Wanneer het gereedschap vooruit wordt bewogen, wordt het materiaal van de voorzijde naar de achterzijde van de pin gedwongen, waardoor de verbinding in vaste toestand gevormd wordt (zie figuur 1).
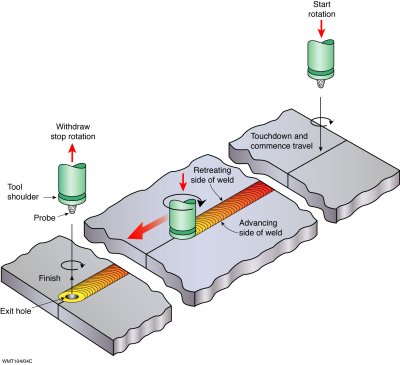
Fig. 1: Principe van wrijvingsroerlassen (FSW). De las wordt gevormd door een roterend gereedschap, bestaande uit een geprofileerde “pin” die in materiaal geduwd werd, en een schouder die voor wrijvingswarmte zorgt aan het werkstukoppervlak
Essentieel hierbij is dat geen smelten optreedt bij dit lasproces, m.a.w. het verbinden gebeurt op elk ogenblik in vaste toestand. Dit heeft als gevolg dat problemen inherent aan het smeltlassen van aluminiumlegeringen met hoge sterkte (zoals warmscheuren, porositeit en onaanvaardbaar sterkteverlies in de thermisch beïnvloede zone) niet zullen voorkomen bij FSW.
Bovendien moet de oxidehuid niet verwijderd worden, wat een groot deel van de lasnaadvoorbereiding onnodig maakt, evenals beschermgassen.
De FSW apparatuur bij UCL-PRM, waarmee in het ALUWELD project gewerkt wordt, betreft een omgebouwde freesbank, zie figuur 2.

Fig. 2: Speciaal voor FSW omgebouwde freesbank te UCL-PRM.
FSW beperkt zich niet tot het verbinden van aluminiumlegeringen: veelbelovende resultaten werden in het verleden reeds geboekt op het lassen van bijvoorbeeld titanium-, koper-, nikkel- en magnesium- en zinklegeringen, alsook op staal, roestvast staal, thermoplasten, metaal-matrix composieten (MMC’s), enz.
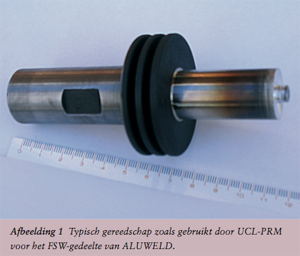
Fig 3: FSW tool
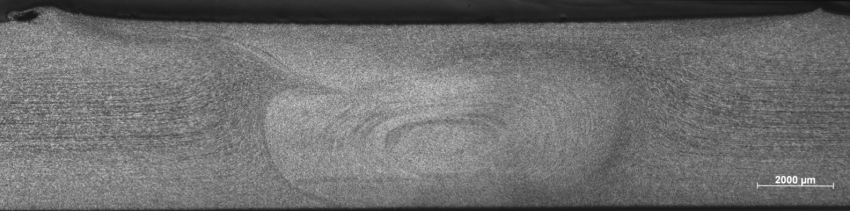
Fig. 4: Dwarsdoorsnede van een FSW lasverbinding
dr. ir. Koen Faes
