Electromagnetic pulse welding and crimping
Working principle
In magnetic pulse welding, electromagnetic forces are used to impact two materials against each other at high speed. A power supply is used to charge a capacitor bank; when the required amount of energy is stored in the capacitors, it is instantaneously released into a coil. The discharge current induces a strong transient magnetic field inside the coil, which in turn induces eddy currents in the outer workpiece (here in this case a tube).
These eddy currents prevent the magnetic field to diffuse through the outer workpiece, and cause a difference in magnitude of the magnetic field on both sides of this workpiece. The difference generates a magnetic pressure, which causes the outer workpiece to impact with the internal workpiece.
The collision between the workpieces causes bonding through several bonding mechanisms. Bonding between materials is created when the distance between their atoms becomes smaller than the range of their mutual attractive forces. In that case, electrons are shared between the two materials and an intermetallic phase (possibly with a high hardness) can be formed.
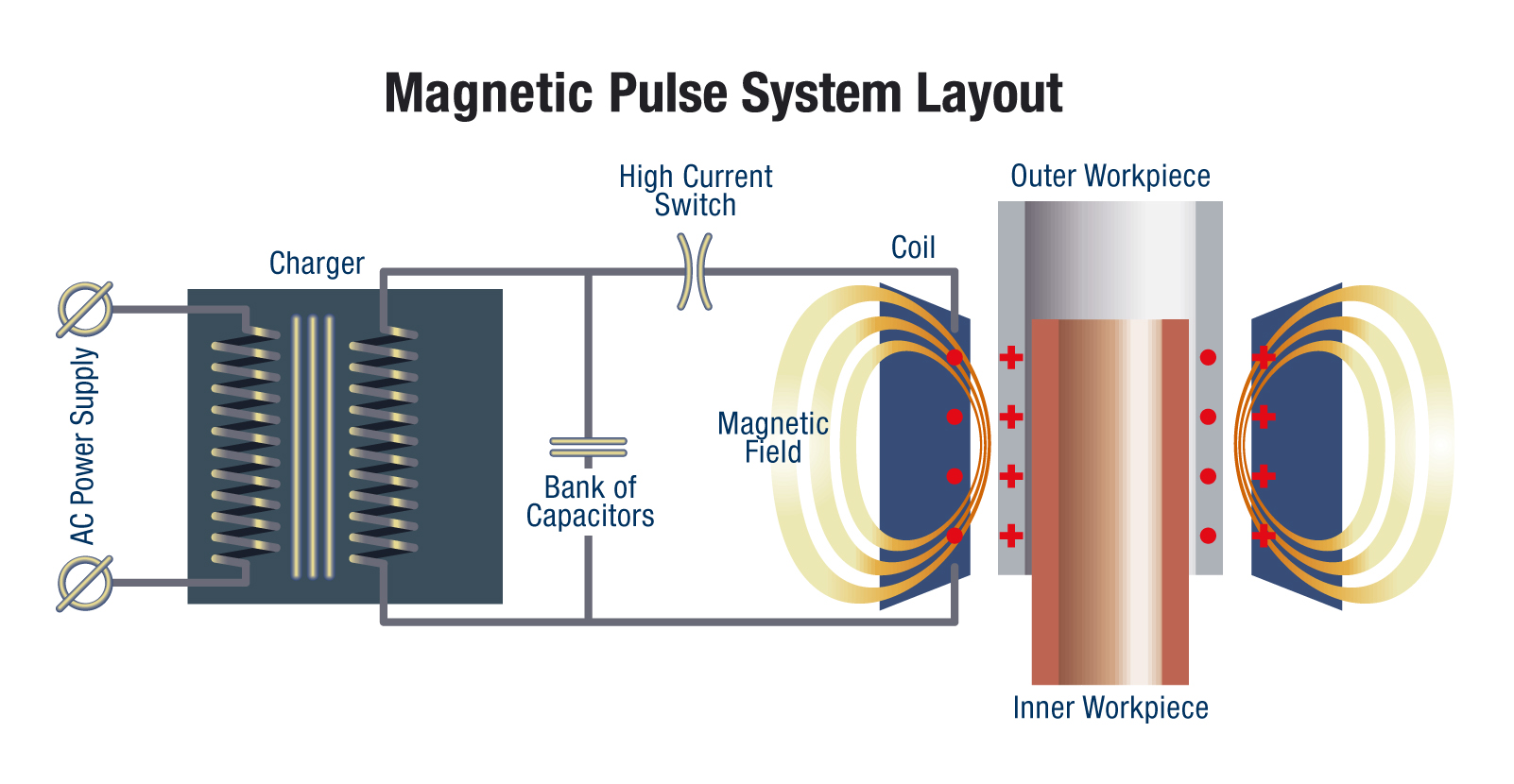
Figure 1 : Working principle of electromagnetic pulse welding and crimping
The actual bonding process doesn't last longer than 30 µs. No shielding gases, filler materials or other auxiliary materials are used. The electromagnetic pulse welding process is also a "cold" joining process; the heat generation is very limited. Because of this, no heat affected zone is created and the materials don't lose their properties. The absence of heat and the solid-state character of the process enables to join dissimilar materials. It is possible to join aluminium to copper, aluminium to steel, or copper to brass. The cross ssection of a magnetic pulse weld is similar to the one of an explosion weld (see figure 3 en 4).
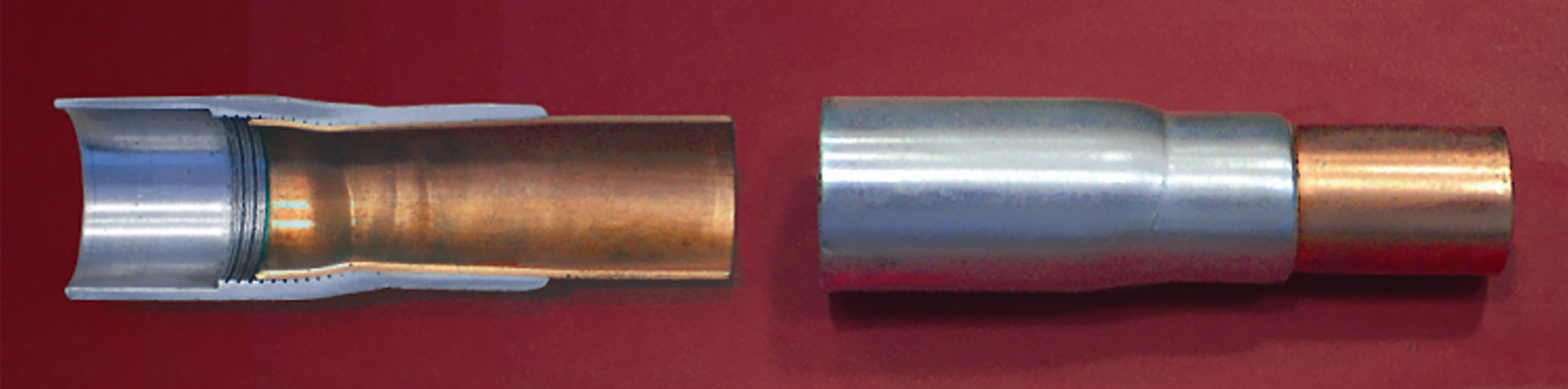
Figure 2 : Magnetic pulse weld of aluminium and copper tubes (Source: Pulsar)
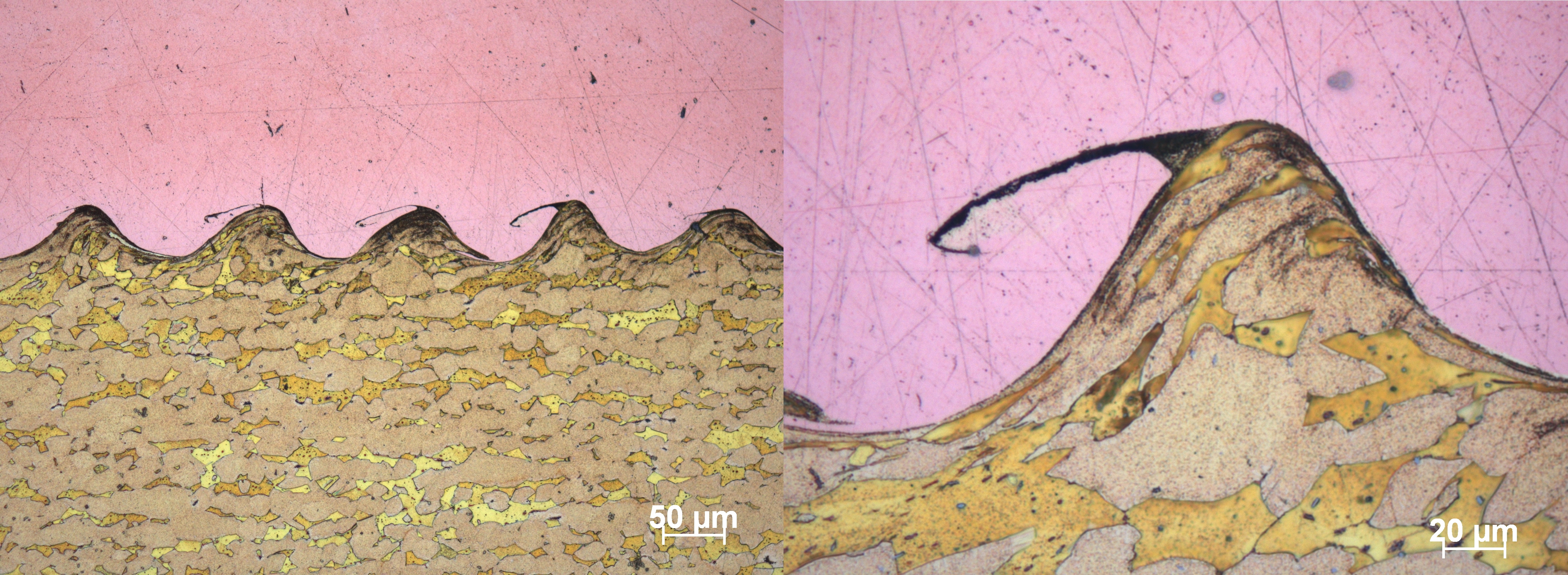
Figure 3 en 4: Cross section of a copper-brass weld (Source: BIL-CEWAC project SOUDIMMA)
It is also possible to join sheet materials, using a flat coil.
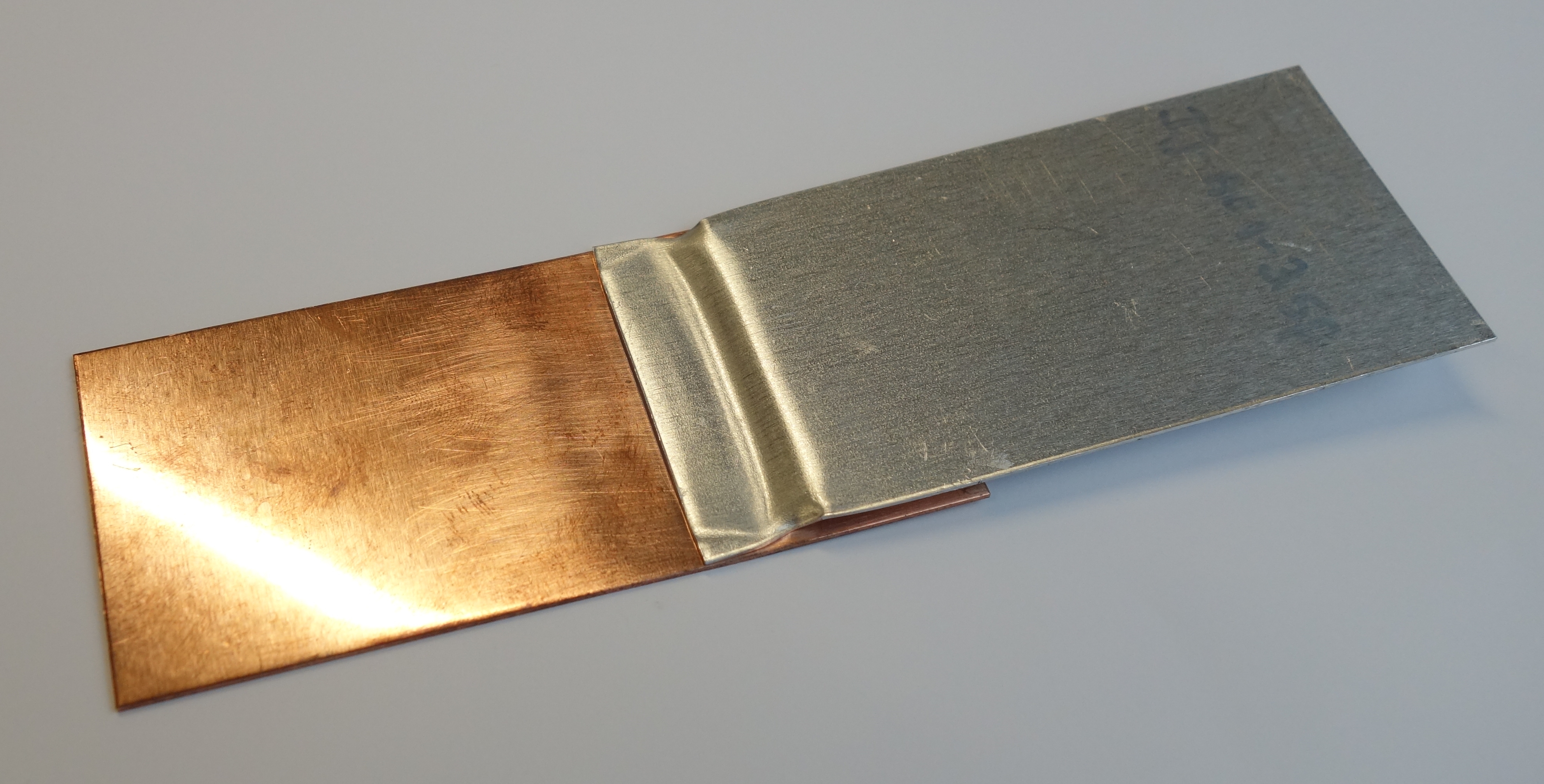
Figure 5 : Electromagnetic pulse weld of sheet materials (copper-aluminium)
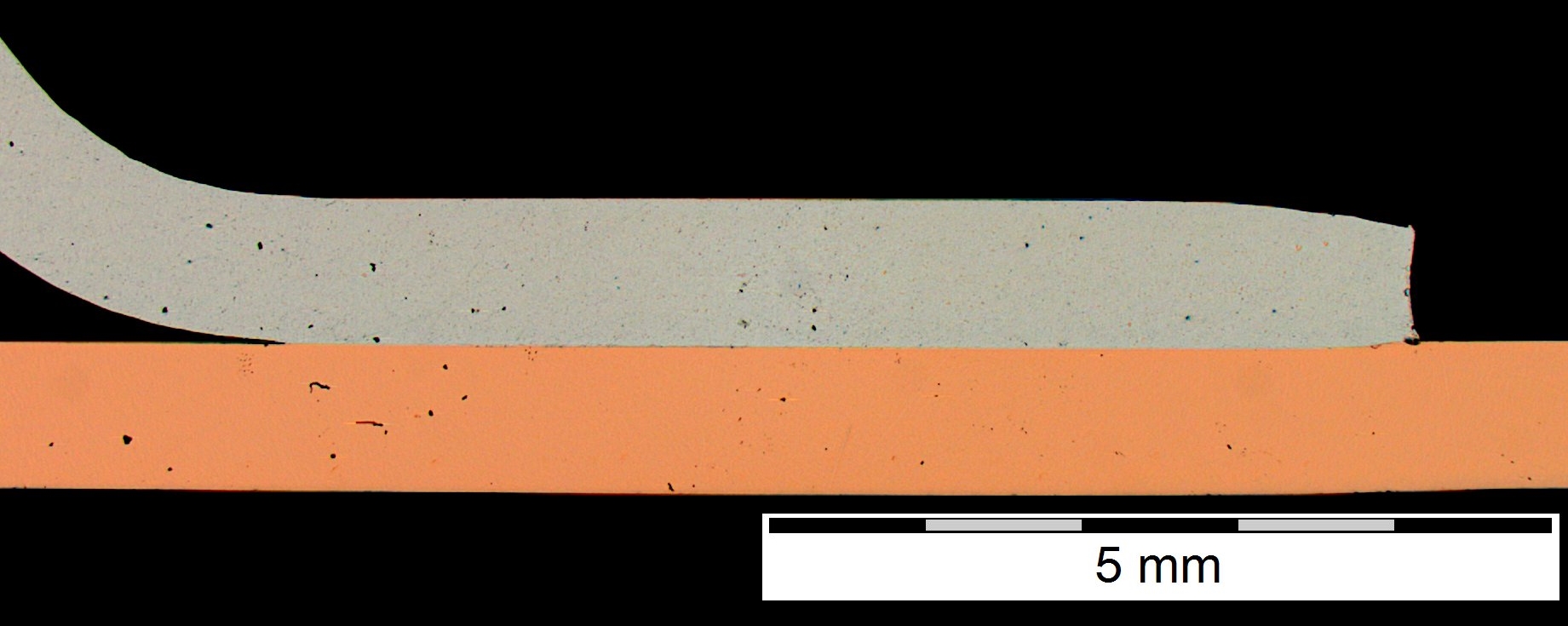
Figure 6 : Cross section of figure 5
Equipment
The electromagnetic welding set-up consists of an energy-storage capacitor bank, a high-voltage charging power supply, a discharge circuit, a work coil and, if appropriate, a field shaper.
BWI has a test equipment for the investigation of the applicability of the process for certain applications. The maximum energy of the welding machine is 50 kJ with a charging voltage of 25 kV. Figure 7 shows the coil in conjunction with the field shaper (field concentrator).
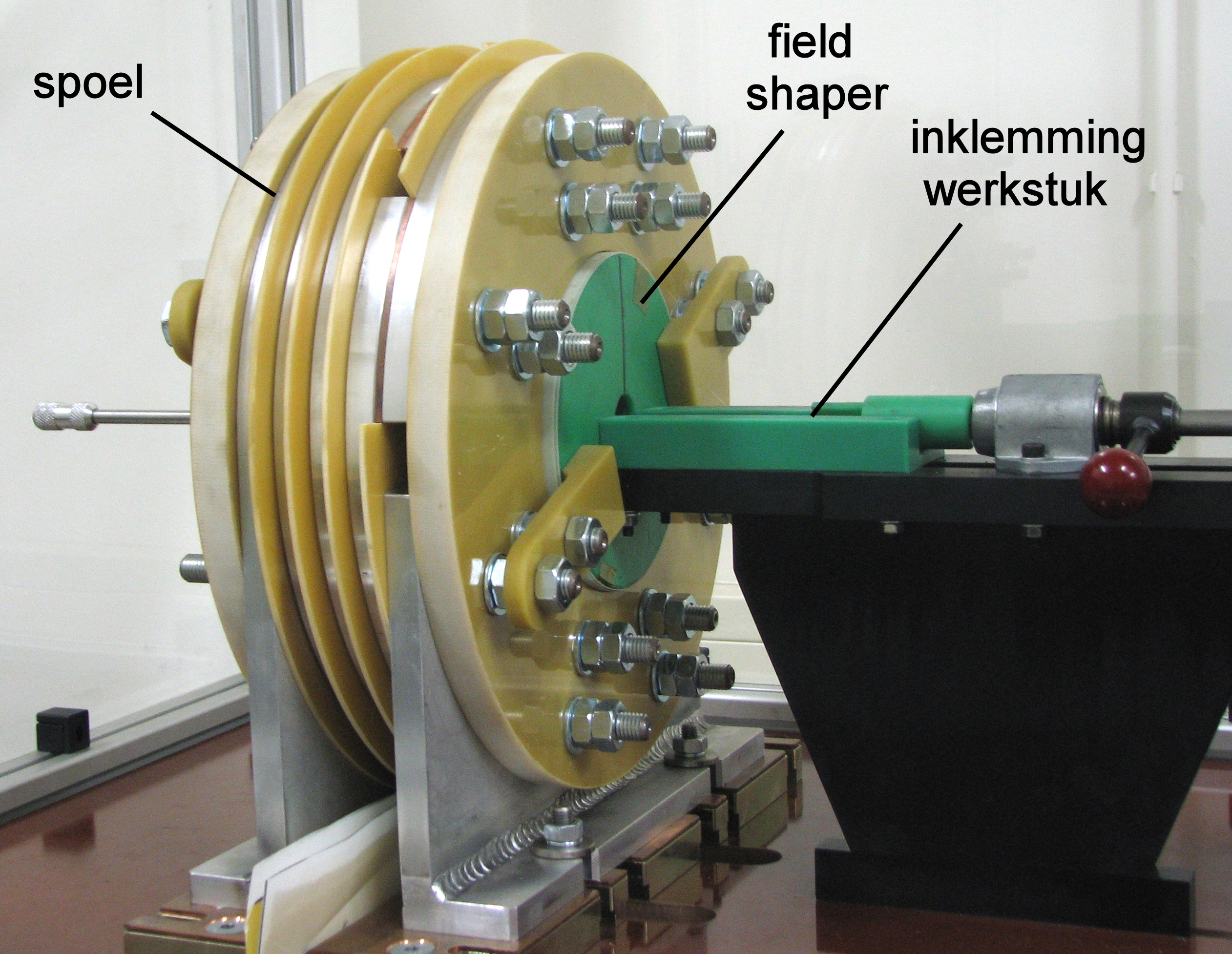
Figure 7 : Coil of the BWI equipment
Advantages and limitations of electromagnetic pulse welding
Since this technology doesn’t use heat but pressure to realise the bond, it offers important advantages compared to the conventional thermal welding processes:
- Joining of conventionally non-weldable materials, in a quick and cost-effective manner, such as dissimilar material joints.
- Development of complex workpieces or new products, which were previously not possible with the conventional joining processes.
- The magnetic pulse welding process is a "cold" joining process. Temperature increase is very local (in the order of 50 µm), so the workpieces reach no more than 30-50°C at the outer surfaces. This means that after welding, parts can immediately be unloaded and further processed with standard equipment.
- High repeatability; constant joint quality
- High production rate possible.
- Contact-free: no marks of forming tools and processing of coated or sensitive materials is possible.
The technology has a much lower negative environmental impact and is much more environmentally friendly compared to conventional welding technologies:
- There is no heat, radiation, gas or smoke, shielding gas, which is less harmful for the operator.
- In hostile environments machines can perform the joining operation, avoiding supplementary investments in operator safety.
- It is possible to improve the work conditions of the welder or operator, since the technology is environmentally clean.
- The magnetic pulse welding process consumes less energy.
Magnetic pulse welding imposes some limitations considering the workpieces to be joined:
- Lap joints are required, since one sheet material must impact the other part to create a weld.
- One of the sheet materials needs to be a good electrical conductor, otherwise a conductive so-called ‘driver’ material should be used to increase the impact velocity.
- One workpiece has to withstand the impact of the other, so it is possible that a mandrel or support is required to prevent deformation.
- The process can only be used in a workshop due to the size of the welding machines. From the point of view of the potential applications, which are mostly factory-made parts, this is not necessarily a disadvantage.
Joining of dissimilar materials
Applications can be found for joining materials that are difficult to join with the conventional techniques. For example, it is possible to weld copper and aluminium. These materials are usually joined by soldering, but these processes are labour intensive and therefore expensive. Other sectors that are investigating the applicability of the process for their applications are the aerospace and the nuclear sector, where very specific materials are used. Other applications are the many copper pipes in refrigeration systems, which are very simple to connect with this technique (Figure 8).
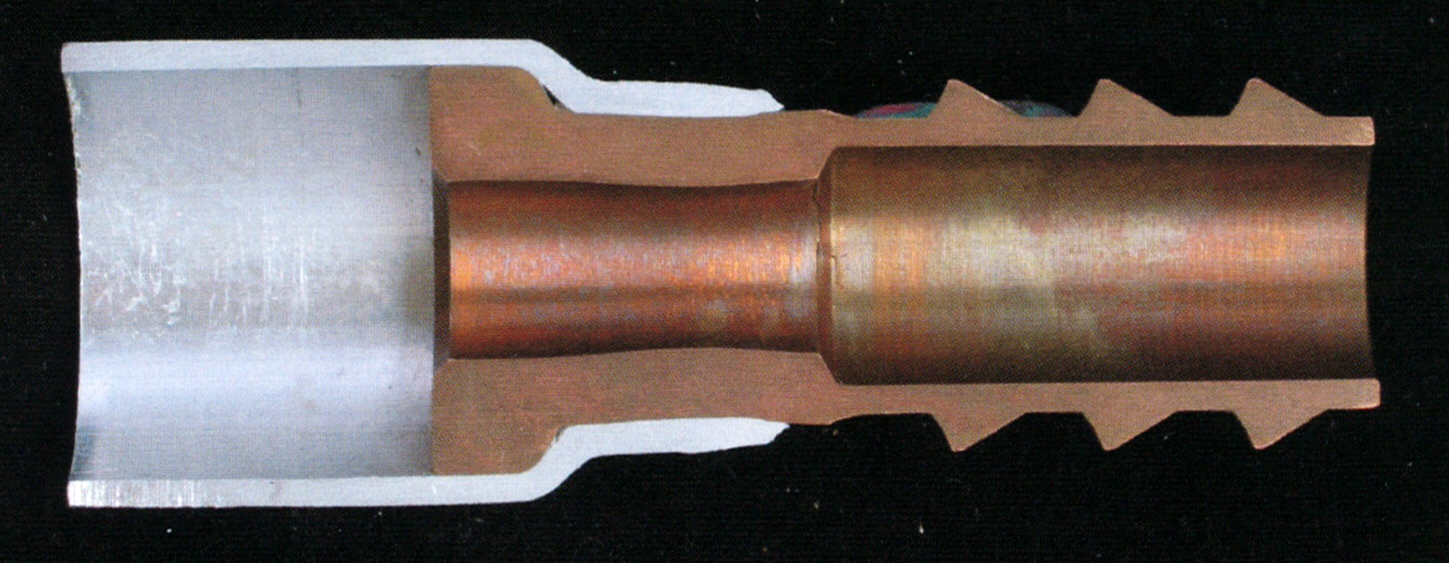
Figure 8 : Magnetic pulse weld of aluminium and copper (Source : SLV Munchen)
The welding process is especially suitable for the production of niche products or large series. For example, components for the air conditioning industry, where copper pipes are joined with flanges in stainless steel. Other possible applications are pressure vessels for air conditioning systems in passenger cars (Figure 9). This is an electromagnetic pulse weld in a pressure vessel made from an aluminium tube and two aluminium end pieces. The welds are helium leak-tight and resistant to the very high pressure of air conditioning systems (source: PSTproducts).

Figure 9 : Pressure vessel of an airconditiong system (Source : PSTProducts)
Electromagnetic pulse crimping
Electromagnetic pulse crimping represents a technical and economic alternative to mechanical crimping processes. The non-contact process offered by the electromagnetic pulse technology creates a more uniform pressure over the circumference with none of the variation nor tool marks inherent to mechanical processes.
The application of electromagnetic pulse is not limited to soft alloy structures, but high-strength steel parts can also be processed. Figure 11 shows a connection of metal fittings to rubber hoses.

Figure 10: Magnetic pulse crimped automotive aggregate (Source: PSTProducts Gmbh)

Figure 11 : Magnetic pulse crimping of steel fittings onto rubber hoses

Figure 12 : Crimp connection of an aluminium tube and internal part
Feasibility study
BWI can assess the feasibility of this process for your materials or applications. We can also carry out welding or crimping trials with subsequent full joint characterisation. For further questions, please contact Koen Faes.
dr. ir. Koen Faes
