FRIEX-welding
The groundbreaking automated welding process “FRIEX” is the result of years of research with the support of IWT (now Vlaio) and intensive cooperation between Denys, BWI and Laboratory Soete at the University of Ghent.
The conventional welding process as applied today in the pipeline world is fusion welding, where the metal is brought to melting temperature. Here, filler materials such as electrodes and welding wires are used and shielding gases are added to protect the arc against oxidation.
The heat input in the heat-affected zone (HAZ) and the welding metal is highly dosed in order to obtain the desired tensile strength, ductility and impact toughness. Furthermore, during the fusion welding process, chemical reactions occur in the molten pool that must be controlled.
Development of a new welding process
FRIEX, the new welding process from Denys, is a friction and forge welding process without melting, and is therefore called a solid-state welding process.
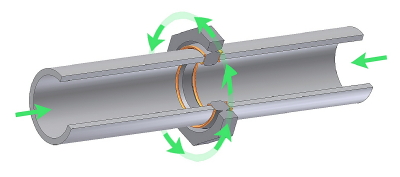
The heat input is automatically controlled by close monitoring of the parameters. By applying axial force to the pipes and by the relative motion between the rotating welding ring and the tube ends, heat is generated in the friction surfaces. The energy required to overcome friction is converted into heat. As the temperature increases in the contact surfaces, the friction resistance is reduced by increasing the plasticity of the metal.
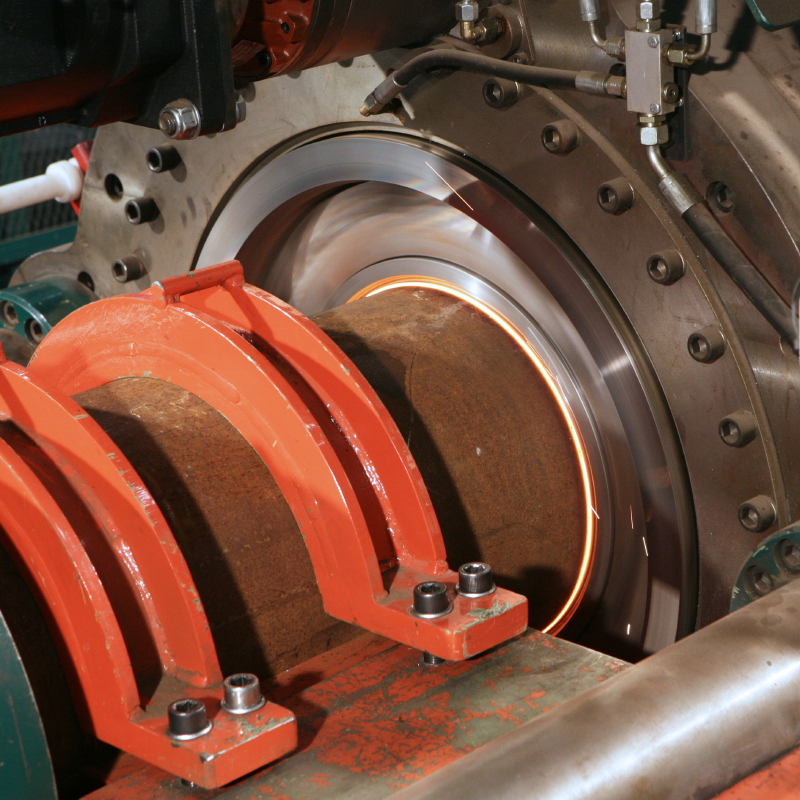
Under the influence of the axial forces on the pipes, a welding burr arises at the inner and outer surface of the pipe. The impurities in the interfaces are forced out. When this heating and cleaning process has developed sufficiently, the rotation motion is abruptly stopped and the forge force is applied, resulting in the weld formation; this is the end of the welding phase. The entire welding process takes around 15 to 20 seconds.
To finish the welded joint, an automatic milling mechanism is provided on the internal alignment clamp, to remove the internal welding burrs so that the inner wall is smooth at the level of the welded joint. A device is also provided externally to remove the external welding burr in order to be able to place a perfect coating cover on the pipe.
Defect-free welding can be achieved by controlling the welding parameters with a process control system. Furthermore, by recording these process parameters, the quality of the weld is assured. The research phase we are currently going through is necessary to qualify the welding procedure in accordance with international standards and the prevailing conditions in the industry for pipeline welding.
Advantages
This fully automated welding method has many advantages over conventional fusion welding. Firstly, the heat input is limited by the very short welding time. By expelling the impurities through the welding burr, the HAZ is very small. Furthermore, a recrystallisation and grain refinement occur in the HAZ, through forging and transformation that takes place. This provides an improvement of the joint properties in the weld zone.
The welding process requires few operators and can be performed with limited staff. The process is a sustainable technological development, as welding gases and radiation are not released and the process can be performed with minimum energy consumption.
The automatic quality recording improves traceability and quality control. This welding method is a groundbreaking transition in the conservative world of pipeline construction.


dr. ir. Koen Faes
