Soudage par impulsion magnétique
Principe de fonctionnement
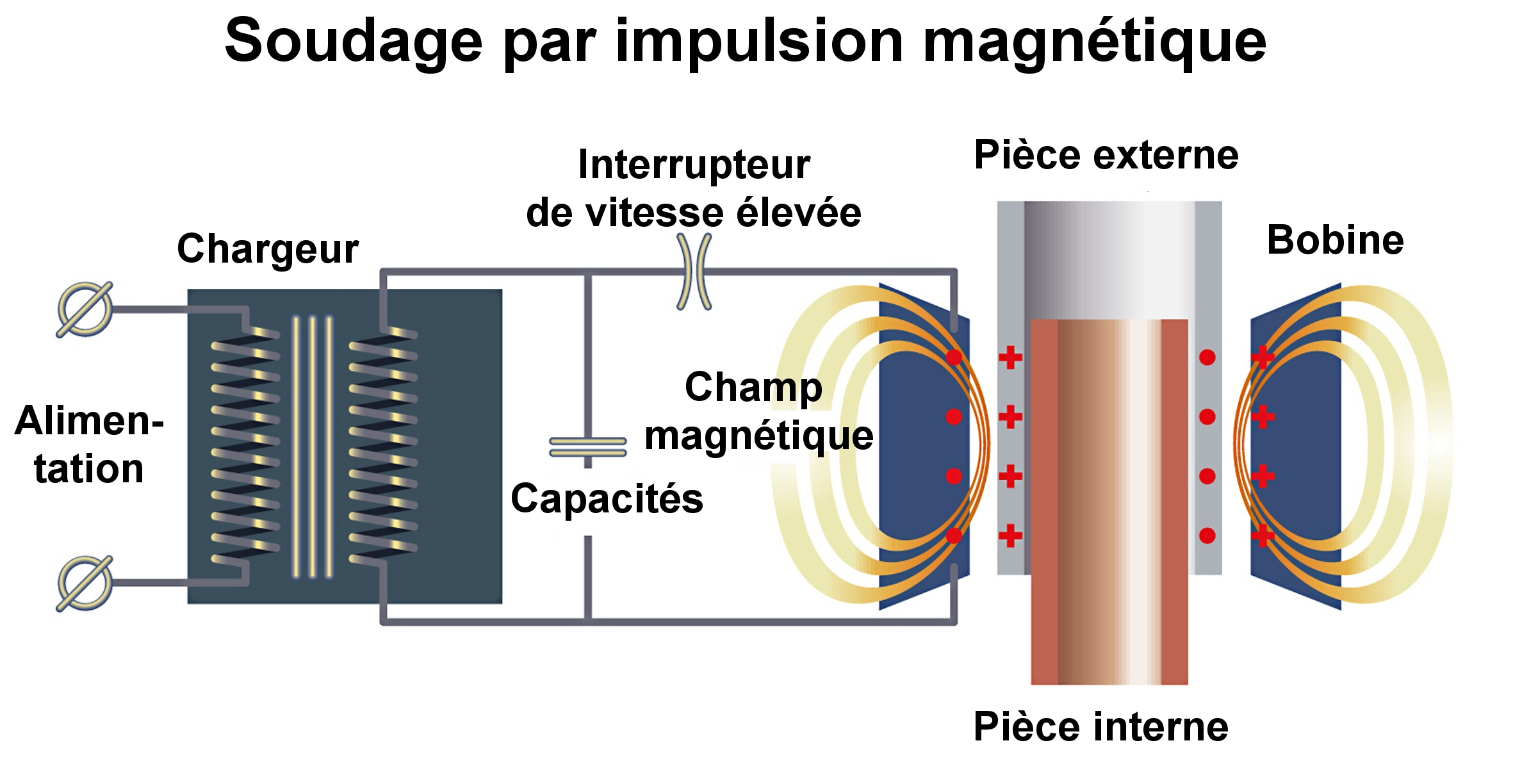
Le principe de base est schématisé à la figure mentionné ci-dessous. Une bobine est placée au-dessus des pièces à souder mais sans être en contact avec celles-ci. Durant le cycle de soudage une très grande quantité d'énergie électrique est libérée en un laps de temps très court.
Le flux élevé d'énergie traverse la bobine et cette décharge de courant induit des courants de Foucault dans la pièce externe. Ces deux courants créent un champ magnétique. La répulsion entre les deux champs magnétiques développe une force qui donne une très grande accélération à la pièce externe en direction de la pièce interne. Une telle force pousse les atomes des matériaux les uns contre les autres de telle sorte qu'on obtient un assemblage métallique.
Le procédé de soudage par impulsion magnétique est un procédé de soudage "froid". Les matériaux n'atteignent pas plus de 30 °C. Il n'y a donc pas de zone affectée thermiquement et le matériau ne perd pas ses propriétés. Ceci signifie qu'après soudage, les pièces peuvent être immédiatement débloquées et mises en œuvre.
Le procédé de soudage par impulsion magnétique est un procédé de soudage "solid state" ce qui signifie que le métal n'est pas mis en fusion durant le cycle de soudage. Le procédé utilise la pression et non la chaleur de sorte que tous les problèmes conventionnels de soudage dus au cycle de chaleur et à la perte des propriétés du matériau sont évités.
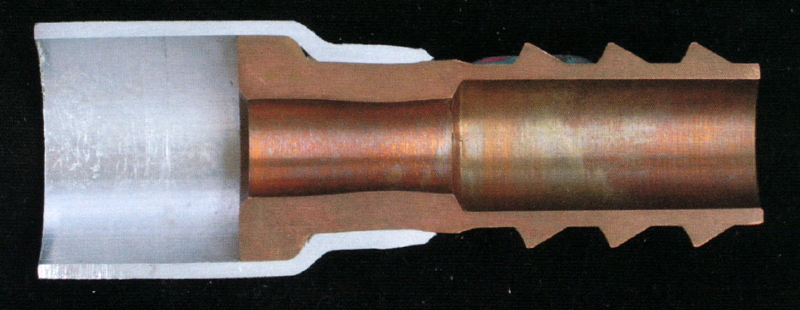
Aucun gaz de protection, aucun métal d'apport ou autres matériaux ne sont nécessaires. Le procédé de soudage par impulsion magnétique est un procédé de soudage "froid" ; le développement de chaleur est très limité. Aucune zone affectée thermiquement n'est créée et le matériau ne perd pas ses propriétés. L'absence de chaleur durant le cycle de soudage permet d'assembler des matériaux ayant un point de fusion très différent. Il est ainsi possible de souder de l'aluminium à du cuivre, de l'aluminium à de l'acier ou du cuivre à du laiton. La macrographie d'une coupe d’une soudure présente de nombreuses ressemblances avec celle d'un assemblage soudé par explosion.
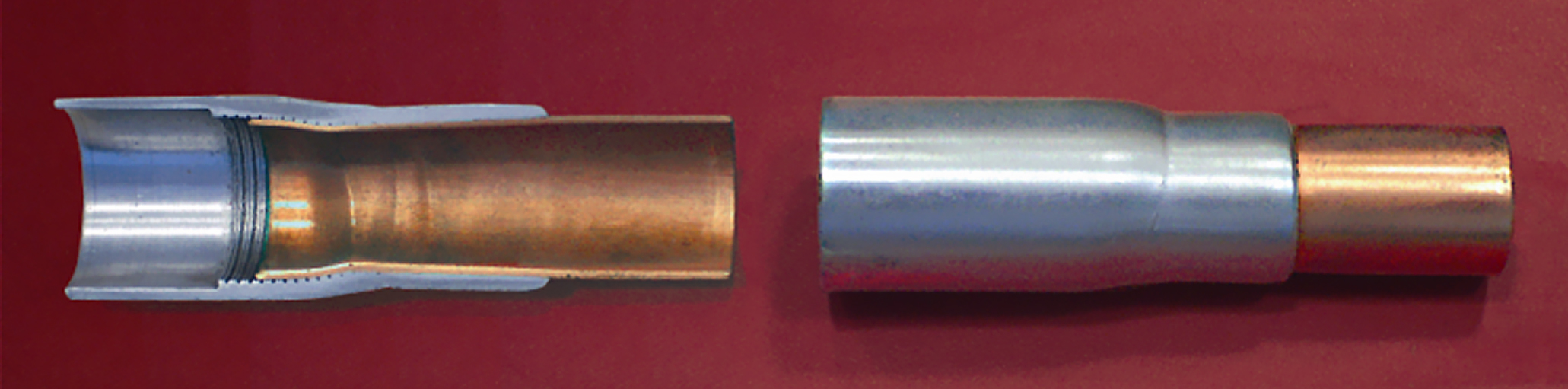
Soudure de tubes en aluminium à des tubes en cuivre
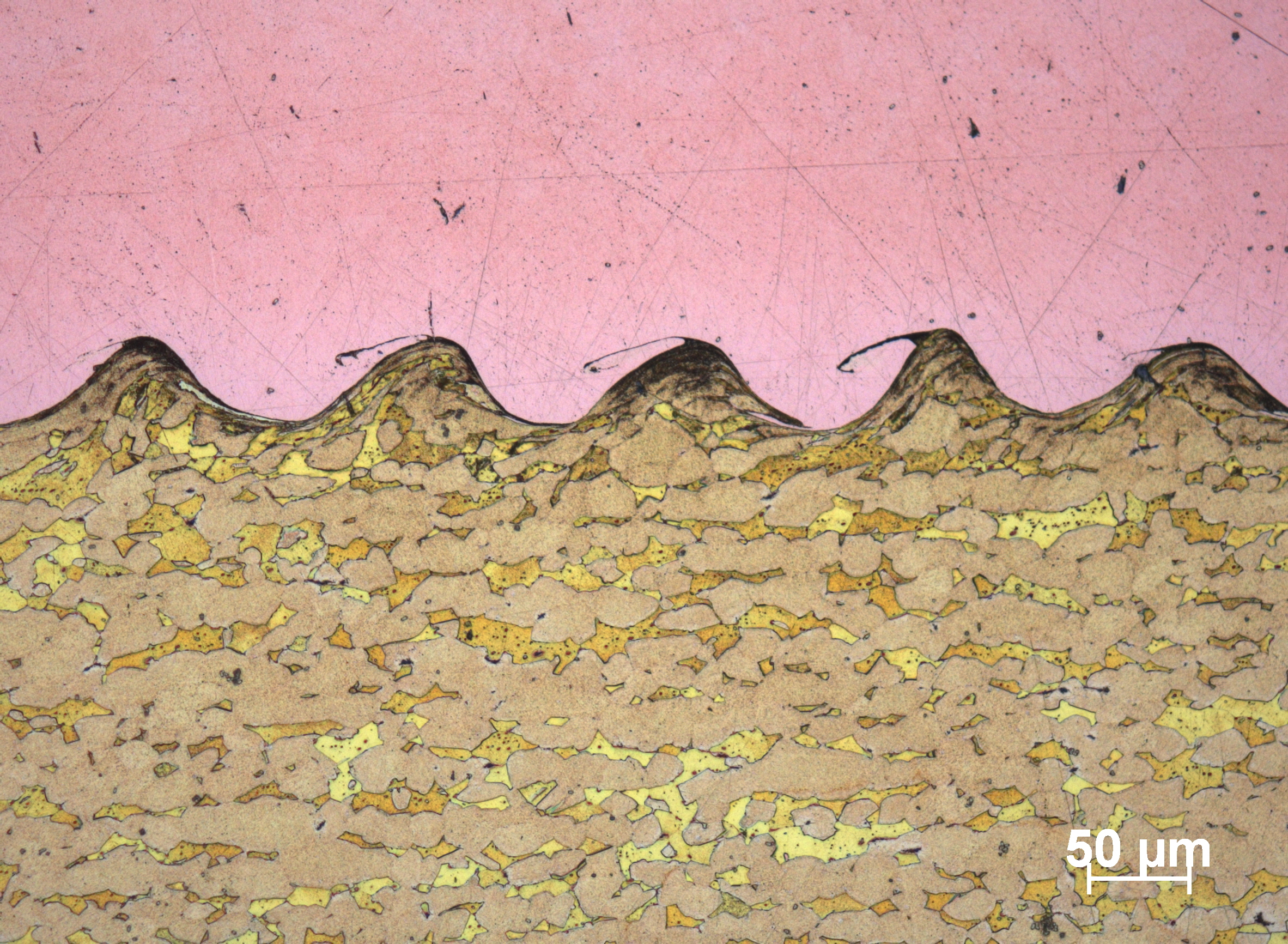
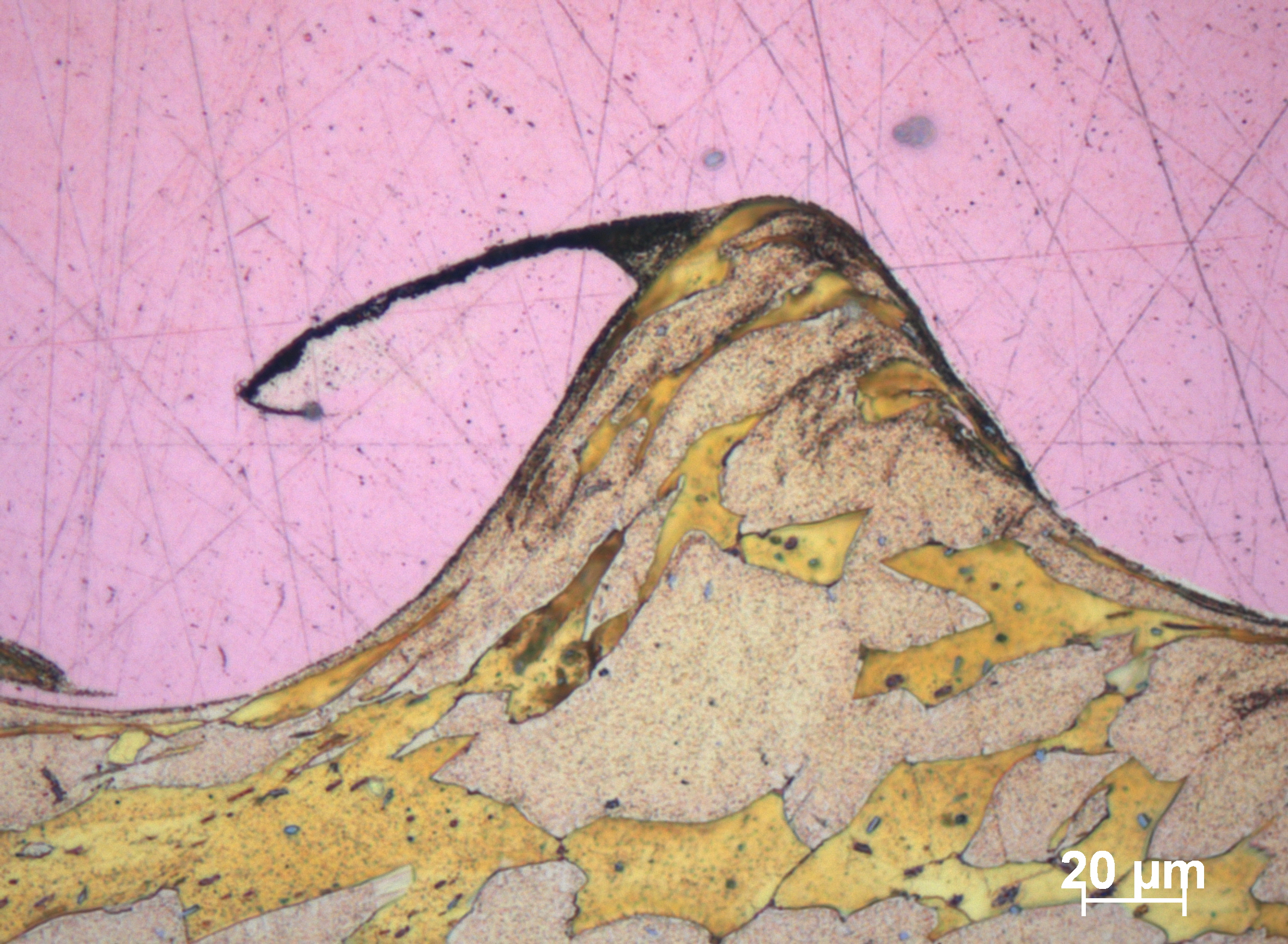
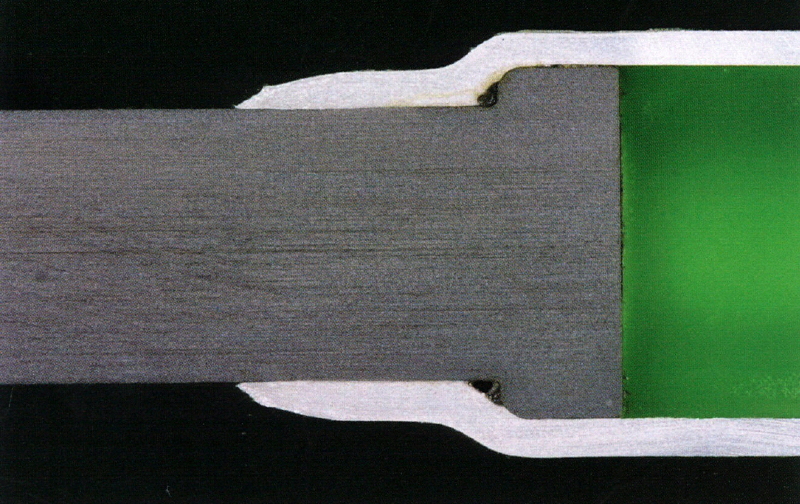
Coupe d'une soudure cuivre-laiton (Source: IBS-CEWAC projet SOUDIMMA)
Appareillage
Une installation typique pour le soudage par impulsion magnétique est constituée des éléments suivants:
- une cabine à haute tension,
- les condensateurs où est chargée l’énergie électrique,
- la bobine nécessaire pour le soudage,
- un transformateur permettant d’adapter la fréquence et l’amplitude de la décharge de courant électrique.
L’IBS possède un dispositif d’essai qui permet d’étudier l’applicabilité du procédé de certaines applications. L’énergie maximale de la machine de soudage est de 50 kJ pour une tension de charge des capacités de 25 kV. La figure montre la bobine en combinaison avec le « field shaper » (ou concentrateur de champ).
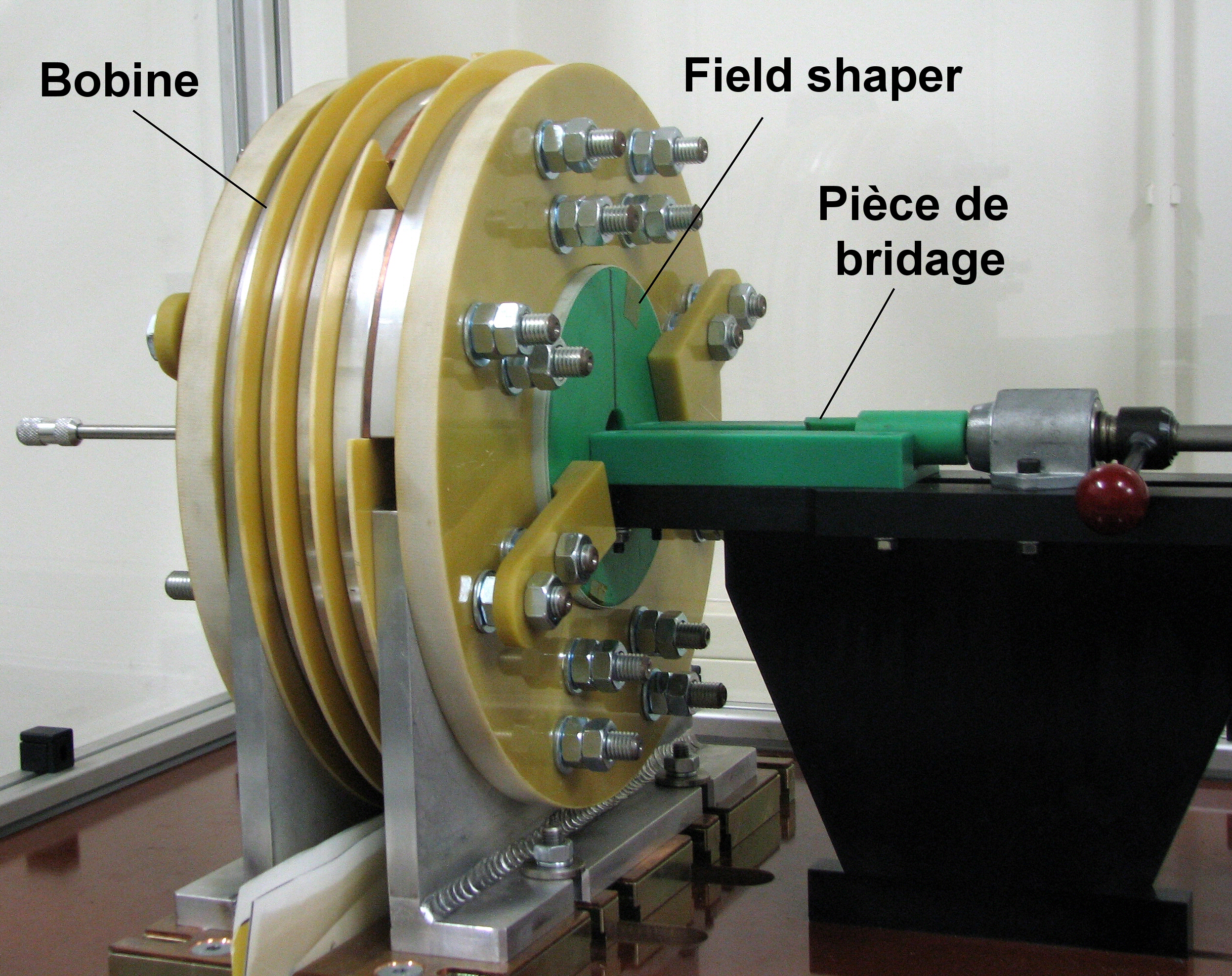
Bobine de la machine de soudage
Avantages et limitations du soudage par impulsion magnétique
- Comme le procédé utilise de la pression et pas de la chaleur, tous les problèmes conventionnels de soudage dus au cycle de chaleur et à la perte des propriétés du matériau sont évités.
- Dans le cas d'une exécution correcte, la soudure est plus résistante que le métal de base le plus faible : lors d'un essai, la rupture se fait toujours en dehors de la zone de la soudure.
- Les gaz de protection, métaux d'apport ou autres accessoires sont inutiles
- Le procédé de soudage par impulsion magnétique est un procédé de soudage "froid". Les matériaux n'atteignent pas plus de 30°C. Ceci signifie qu'après soudage, les pièces peuvent être immédiatement retirées de la machine de soudage et mises en œuvre.
- Vitesse de production élevée ; 10 pièces à la minute, en fonction de la configuration.
- Procédé de soudage écologique étant donné qu'on ne produit pas de chaleur, rayons UV, gaz ou fumées.
Une condition pour le soudage par impulsion magnétique est que le matériau à déformer ait une bonne conductibilité électrique. Si ce n’est pas le cas, il faudra augmenter l’énergie qui est nécessaire pour générer des courants de Foucault. Une autre condition est que les surfaces à assembler doivent se chevaucher.
Materiaux
Le procédé peut être utilisé pour l'assemblage de produits tubulaires dans une configuration à recouvrement. L'absence de chaleur durant le cycle de soudage permet d'assembler des matériaux ayant un point de fusion très différent.
Les combinaisons de matériaux possibles sont :
- aluminium - aluminium
- aluminium - cuivre
- aluminium - magnésium
- aluminium - titane
- cuivre - cuivre
- cuivre - acier
- cuivre - bronze
- nickel - titane
- nickel - nickel
- acier - acier
Assemblage de matériaux hétérogènes
On retrouve des applications pour les matériaux qui sont plus difficiles à souder avec les techniques d’assemblage conventionnelles. Le cuivre et l’aluminium par exemple, sont des matériaux que l’on peut assembler par brasage mais ce procédé demande beaucoup de main-d'œuvre et est donc onéreux. D’autres secteurs étudient l’utilisation d’un tel procédé pour leurs applications : l’industrie aéronautique et spatiale, mais aussi le secteur nucléaire qui utilise des matériaux qui résistent très spécifiquement à la chaleur.
D’autres applications sont les nombreuses canalisations en cuivre dans les installations de refroidissement, qui peuvent être facilement assemblées entre elles grâce à cette technique.
Assemblage aluminium-cuivre et aluminium-acier (Source : IBS & SLV Munchen)
Le procédé de soudage se prête surtout à la production de produits niches ou de grandes séries. Pensons par exemple à des éléments pour l'industrie de l'air conditionné où des tubes en cuivre, actuellement brasés, sont reliés à des brides en acier inoxydable. D'autres applications possibles sont les récipients sous pression pour des systèmes d'air conditionné dans des voitures ou des filtres pour combustibles.
La figure dessous montre un réservoir à pression soudé par impulsion électromagnétique composé d'un tube en aluminium et des extrémités en aluminium. Les soudures sont étanches à l'hélium et résistent à la pression très élevée des systèmes d'air conditionné.
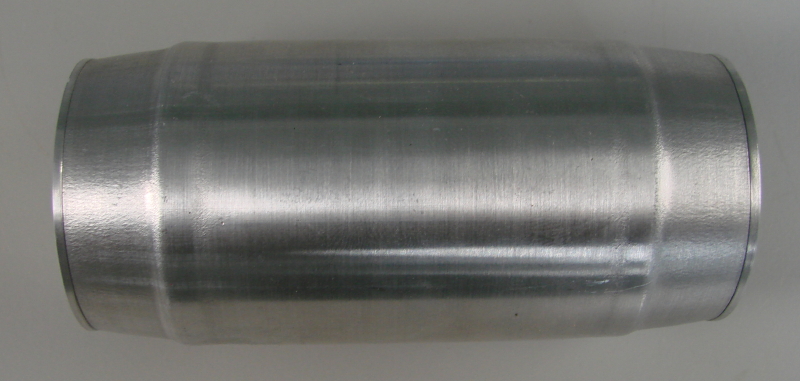
Appareil à pression soudé par impulsion magnétique pour des systèmes d'air conditionné (Source: PSTProducts)

Boulon soudé : aluminium-acier inoxidable (Source: BMax)


Soudure par impulsion magnétique et soudure MIG (airconditioning)
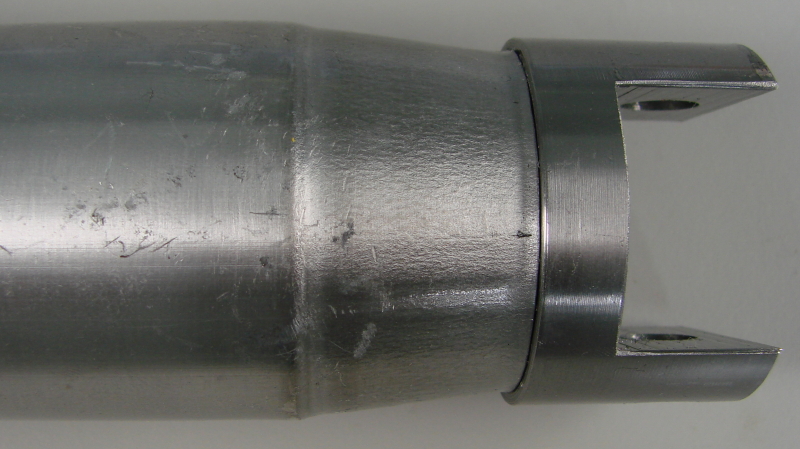
Axe d'entraînement (connection aluminium - acier) (Source: PSTproducts)
dr. ir. Koen Faes
