Sertissage par impulsion magnétique
Principe de fonctionnement
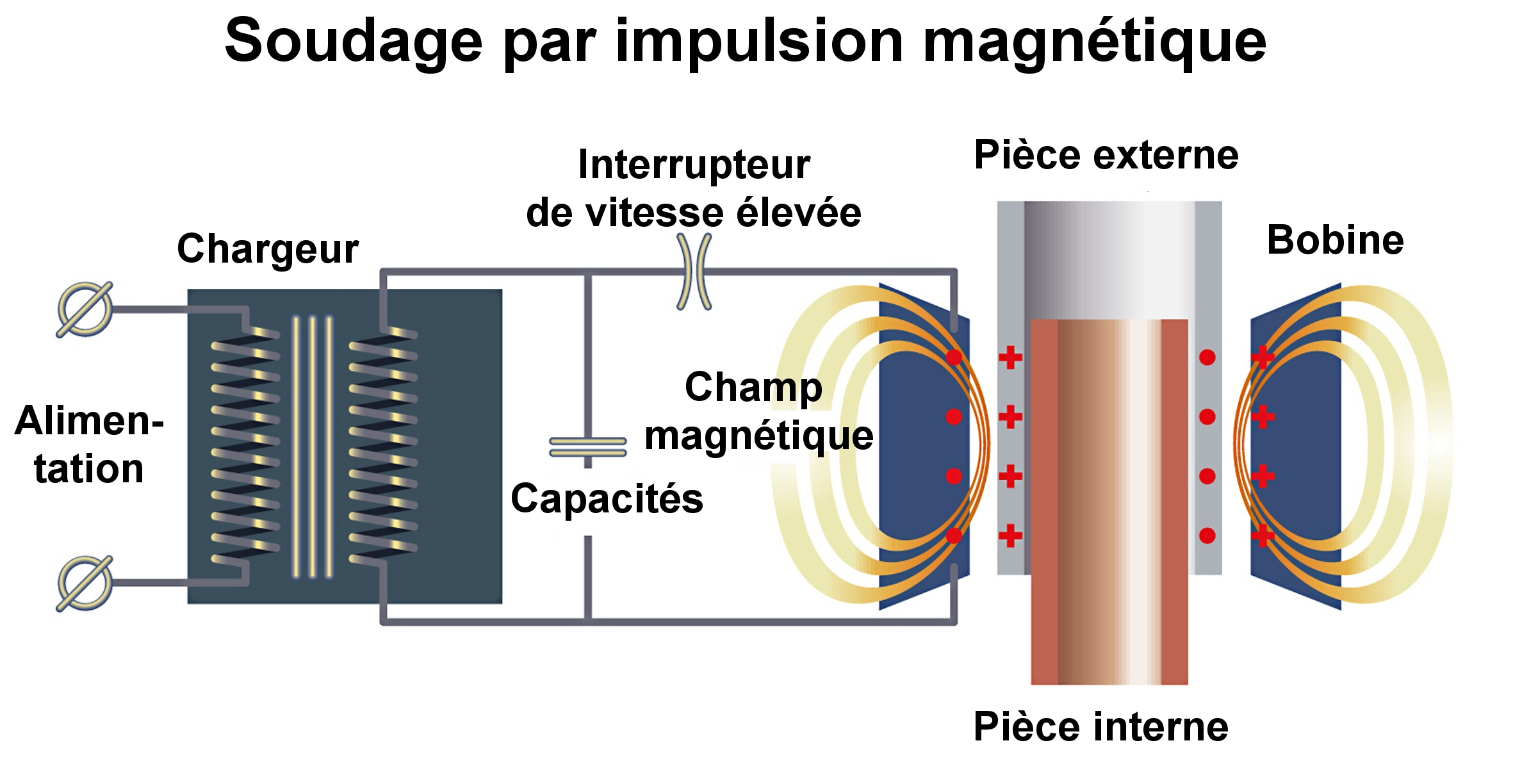
Le principe de base est schématisé à la figure mentionné ci-dessous. Une bobine est placée au-dessus des pièces à souder mais sans être en contact avec celles-ci. Durant le cycle de soudage une très grande quantité d'énergie électrique est libérée en un laps de temps très court.
Le flux élevé d'énergie traverse la bobine et cette décharge de courant induit des courants de Foucault dans la pièce externe. Ces deux courants créent un champ magnétique. La répulsion entre les deux champs magnétiques développe une force qui donne une très grande accélération à la pièce externe en direction de la pièce interne.
Le sertissage par impulsion magnétique est très semblable au formage par impulsion magnétique de produits tubulaires sauf que la pièce interne remplace la matrice. Le sertissage se fait en une fraction de secondes et la vitesse élevée de déformation n'influence pas les propriétés du matériau. Le procédé peut également être appliqué sur des matériaux à faible ductilité. Il est approprié pour les pièces cylindriques, elliptiques et rectangulaires.
Avantages
Le sertissage par impulsion magnétique offre certains avantages par rapport aux autres techniques:
- Des gaz de protection ou des métaux d'apport ne sont pas nécessaires.
- Aucune préparation des pièces, préalable au soudage, n’est exigée.
- Reproductibilité: Comme l'énergie électrique dans les bobines peut être contrôlée d'une façon précise, la reproductibilité est très élevée.
- Sans contact: Au contraire des techniques classiques de déformation, le champ magnétique crée des forces. Aucun graissage n'est nécessaire et comme la technique se fait sans contact, on évite toute dégradation due à la matrice. Les matériaux qui ont d'abord été soumis à un traitement de surface (par ex. anodisation) peuvent donc être déformés, sans dégradation du traitement de surface.
- Retour à l'état initial: Lors du formage par impulsion magnétique, le matériau est déformé plastiquement ce qui a pour résultat une déformation plastique permanente; le retour à l'état initial est ainsi évité.
Applications
 Axe de torsion serti par électromagnétisme avec une couche de finition noire déposée chimiquement. L'assemblage mécanique entre le tube en acier et la pièce d'assemblage en acier peut transmettre tant des moments de torsion que des forces axiales. La couche de finition est déposée avant le sertissage. Le sertissage par impulsion magnétique est la méthode de production la plus intéressante du point de vue coût (Source: PSTproducts) |
 Elément de boîtes de vitesses (Source: TWI) |
 Gekrompen aluminium koppelingen op rubberen slangen (Source: PSTproducts) |
 Onderdeel voor de automobielindustrie vervaardigd via magnetisch puls krimpen (Source: PSTproducts) |

Sertissages des cables éléctriques
dr. ir. Koen Faes
