Balayage laser des soudures
Inspection visuelle des composants soudés
Aujourd'hui, l'assurance qualité des composants soudés est réalisée hors ligne, après la production, à l'aide de jauges manuelles standard. De nombreuses jauges manuelles sont disponibles pour évaluer la qualité des soudures en cours de production (voir figure 1).

Figure 1: Jauges pour mesurer la géométrie locale de la soudure. (a/b) Outil de mesure du rayon ; (c) Jauge pour l'épaisseur de la gorge et la profondeur de contre-dépouille.
Toutefois, cette méthodologie pose des problèmes :
- Inspection subjective : l'inspection manuelle des soudures ne fournit qu'une estimation des valeurs mesurées. En outre, les caractéristiques du profil de la soudure, telles que la convexité, le renforcement et l'épaisseur théorique de la gorge, sont encore plus subjectives. Des problèmes se posent en raison des différences inhérentes entre les inspecteurs de soudage. Il en résulte une faible répétabilité et reproductibilité.
- Types de soudures non conventionnelles : Une soudure d'angle oblique est un exemple de configuration de joint qui est de plus en plus courante dans de nombreuses industries ; cependant, il est difficile de la mesurer avec les jauges manuelles disponibles (figure 2). La mesure des angles réels, puis le calcul des longueurs de pattes de soudure et des valeurs de gorge théoriques à l'aide d'une règle à calcul manuelle sont autant de défis et d'activités qui prennent du temps.
- Mesure de la longueur totale de la soudure : l'inspection visuelle traditionnelle consiste généralement à examiner la longueur totale de la soudure, puis à effectuer des mesures à des endroits spécifiques. Cela prend beaucoup de temps et laisse la possibilité de manquer des défauts là où aucune mesure n'a été effectuée.
- Accessibilité : bien que la plupart des jauges de soudure manuelles traditionnelles soient petites, il y a des cas où l'accessibilité pose problème (voir figure 3). Pour être utilisée correctement, la jauge doit être positionnée sur le matériau de base au-dessus de la soudure et doit être clairement visible sous tous les angles afin d'interpréter correctement les résultats. Parfois, en raison de la conception du joint ou de problèmes d'emplacement, il n'est pas toujours possible d'utiliser une jauge de soudage traditionnelle.
- Inspection sans contact des pièces chaudes : Pour des raisons de sécurité, l'inspection à l'aide de jauges de soudage traditionnelles doit généralement être effectuée après refroidissement de la pièce afin d'éviter tout risque de brûlure.
- Caractéristiques difficiles à quantifier : par exemple, le rayon et l'angle du bord de la soudure, la contre-dépouille et le rapport entre la hauteur et la largeur de la soudure.
On peut donc conclure que les méthodes d'inspection visuelle actuellement utilisées prennent du temps et sont subjectives, ce qui rend ce système inapproprié pour un environnement de production rapide où un retour d'information rapide sur la géométrie locale de la soudure est nécessaire.

Figure 2: Soudure d'angle oblique où la mesure d'un angle obtus est effectuée

Figure 3: Difficultés d'accès aux jauges manuelles
Balayage laser
D'autres méthodes et outils peuvent être utilisés pour évaluer la géométrie de la surface de la soudure : les capteurs de profil laser ou les systèmes de vision, dans lesquels le dispositif de balayage est utilisé pour acquérir la surface. Des algorithmes calculent ensuite les caractéristiques de la surface des joints [1,2,3,4]. Cette technologie est désormais disponible montée sur un robot ou dans un format portable (voir les figures 4 et 5).
Les dispositifs d'inspection laser permettent de travailler à distance, de diagnostiquer les données en temps réel et de mesurer des caractéristiques qu'il est pratiquement impossible de mesurer avec des jauges manuelles (par exemple, l'angle du bord de la soudure, la sursoudure et l'épaisseur théorique de la gorge, entre autres). Parmi les autres avantages, citons l'absence de contact, la sécurité des inspecteurs et l'obtention de résultats plus répétables et reproductibles.
La mise en œuvre d'un logiciel d'analyse qui transforme les mesures de lignes laser des joints soudés en mesures qualitatives permet de documenter de plus grandes sections de joints en moins de temps que les techniques de mesure analogiques existantes [5]. Le système garantit une méthode reproductible indépendante de l'opérateur, rapide et capable de capturer la géométrie complète de la soudure en continu avec une haute résolution.
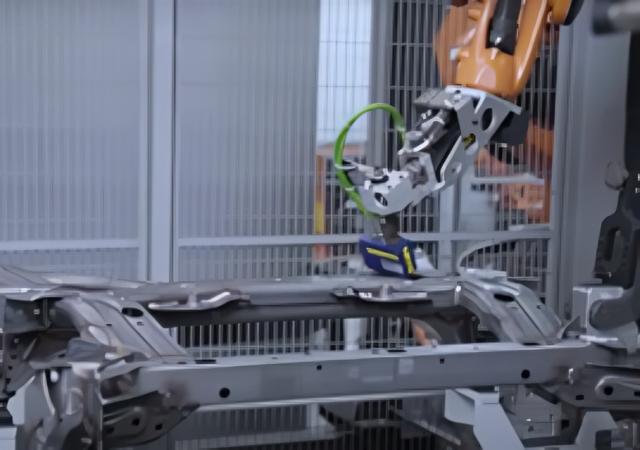
Figure 4: Système d'inspection de soudage par balayage laser, monté sur un robot

Figure 5: Système manuel d'inspection de soudage par balayage laser
Équipement de mesure à l'Institut belge de soudure
L'Institut belge de soudure étudie actuellement cette technologie à l'aide d'un scanner laser à profil Keyence, modèle LJ-X8080. L'installation d'essai actuelle est illustrée à la figure 6. Le scanner est monté sur un bras robotisé à 5 axes à l'aide d'une fixation flexible.

Figure 6: Pièce d'essai MIG/MAG en cours d'installation
Le logiciel Keyence est capable de mesurer plusieurs caractéristiques et valeurs différentes. Ces scanners ont mesuré par exemple l'angle résultant entre les plaques de base, l'épaisseur de la gorge, la longueur de la jambe, la contre-dépouille, etc.
Ce scanner donne des résultats prometteurs pour la mesure de la géométrie des soudures. Un large éventail de fonctions peut être mis en œuvre. En outre, le logiciel permet une évaluation immédiate des profils de soudure par rapport à des valeurs prédéterminées.
La précision des scans semble excellente. La résolution est plus qu'adéquate par rapport à la norme ISO 5817 et à ses exigences.
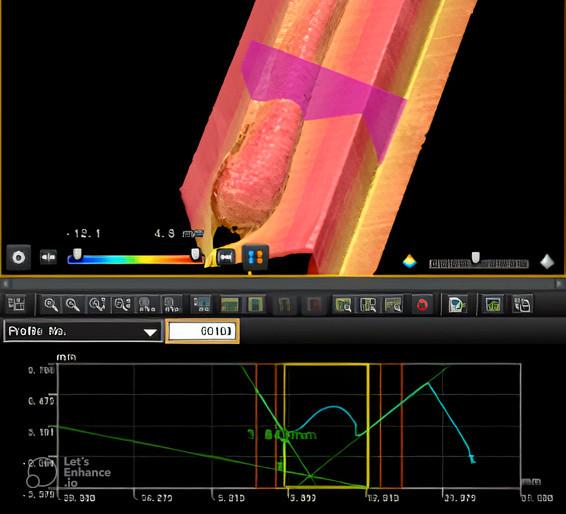

Figure 6: Soudure MAG - épaisseur de la gorge
References
[1]: Shafeek HI, Gadelmawla ES, Abdel-Shafy AA, Elewa IM (2004) Automatic inspection of gas pipeline welding defects using an expert vision system. NDT&E International 37(4):301–307
[2]: Wu JH, Chang RS, Jiang JA (2007) A novel pulse measurement system by using laser triangulation and a CMOS image sensor. J Sensors 7:3366–3385
[3]: Huang W, Kovacevic R (2011) A laser-based vision system for weld quality inspection. J Sensors 11(1):506–521
[4]: J D Spencer, P M Dickens, C M Wykes. Rapid prototyping of metal parts by three‑dimensional welding. Proceedings of the Institution of Mechanical Engineers Part B Journal of Engineering Manufacture, 1998, 212: 175–182.
[5]: Stenberg T, Barsoum Z, Åstrand E, Ericson Öberg A, Schneider C, Hedegård J (2017) Quality control and assurance in fabrication of welded structures subjected to fatigue loading. Weld World 61:1003–1015