PULSCRIMP: Investigations on magnetic pulse crimping of tubular overlap joints with and without filler material
Deformation par impulsion magnétique - Principe de fonctionnement
Le principe de base est schématisé à la figure mentionné ci-dessous. Une bobine est placée au-dessus des pièces à souder mais sans être en contact avec celles-ci. Durant le cycle de soudage une très grande quantité d'énergie électrique est libérée en un laps de temps très court.
Le flux élevé d'énergie traverse la bobine et cette décharge de courant induit des courants de Foucault dans la pièce externe. Ces deux courants créent un champ magnétique. La répulsion entre les deux champs magnétiques développe une force qui donne une très grande accélération à la pièce externe en direction de la pièce interne.

Lors du formage par impulsion magnétique, les champs magnétiques sont utilisés pour déformer ou perforer des produits plats ou tubulaires suivant la forme d'une matrice.
La figure illustre le principe du formage par impulsion magnétique pour produits plats. La perforation du matériau se fait en même temps et est réalisée en prévoyant une ouverture dans la matrice à l'endroit où la perforation doit se situer.

Avantages du formage par impulsion magnétique
Le formage par impulsion magnétique offre certains avantages par rapport aux autres techniques de déformation:
- Reproductibilité: Comme l'énergie électrique dans les bobines peut être contrôlée d'une façon précise, la reproductibilité est très élevée.
- Sans contact: Au contraire des techniques classiques de déformation, le champ magnétique crée des forces. Aucun graissage n'est nécessaire et comme la technique se fait sans contact, on évite toute dégradation due à la matrice. Les matériaux qui ont d'abord été soumis à un traitement de surface (par ex. anodisation) peuvent donc être déformés, sans dégradation du traitement de surface.
- Retour à l'état initial: Lors du formage par impulsion magnétique, le matériau est déformé plastiquement ce qui a pour résultat une déformation plastique permanente; le retour à l'état initial est ainsi évité.
- Le procédé assure une ductilité et une déformabilité plus élevées des pièces en raison des tensions et du frottement internes moindres par rapport aux procédés de formage mécaniques. Les pièces qui, dans le cas des procédés traditionnels de formage, doivent être soumises à un traitement de relaxation des tensions, peuvent être formées en une seule fois avec le formage par impulsion magnétique.
Limites du formage par impulsion magnétique
Le formage par impulsion magnétique a également des limites: comme le formage se fait en très court laps de temps, le matériau n'a pas l'occasion de subir une grande déformation. Pour les produits tubulaires par ex., la déformation est ainsi limitée à 10% environ du diamètre.
Le procédé est également limité aux matériaux conducteurs électriques tels que, par ex. le cuivre, l'aluminium, le bronze et l'acier doux. Néanmoins, des matériaux moins conducteurs peuvent être déformés en utilisant des bobines appropriées.
Applications
La figure ci-dessous donne un exemple d'une application du formage par impulsion magnétique où deux ouvertures ont été réalisées en même temps.
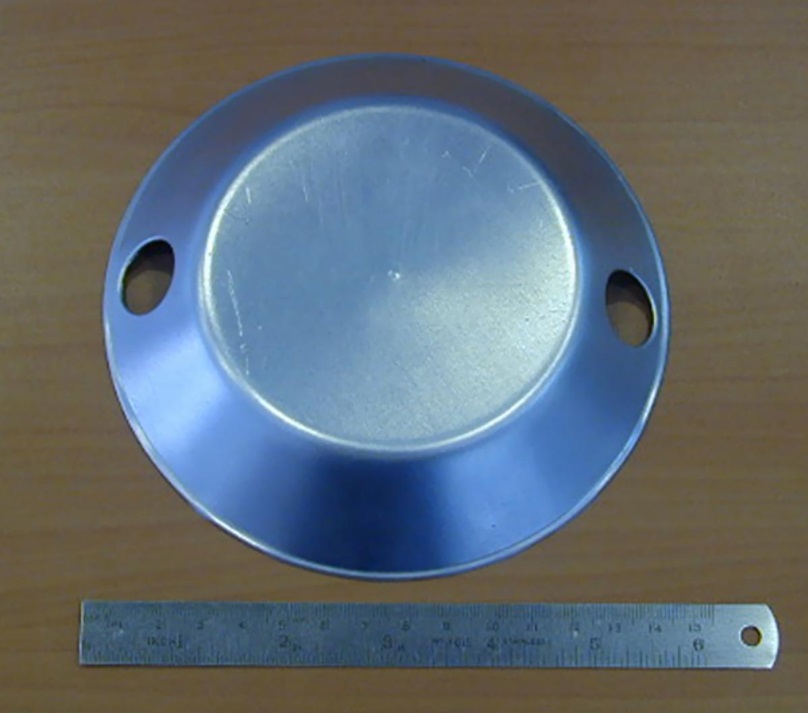
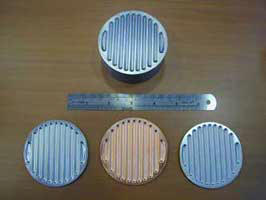
Figure : Formage et perforation par impulsion magnétique
Sertissage par impulsion magnétique
Le sertissage par impulsion magnétique est très semblable au formage par impulsion magnétique de produits tubulaires sauf que la pièce interne remplace la matrice. Le sertissage se fait en une fraction de secondes et la vitesse élevée de déformation n'influence pas les propriétés du matériau. Le procédé peut également être appliqué sur des matériaux à faible ductilité. Il est approprié pour les pièces cylindriques, elliptiques et rectangulaires.
Applications
La figure ci-dessous montre des connecteurs sertis sur des câbles électriques.

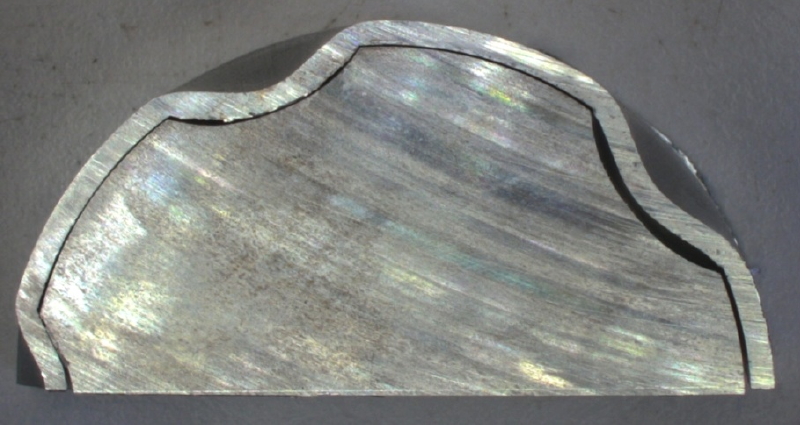
La figure suivante montre un axe de torsion serti par électromagnétisme avec une couche de finition noire déposée chimiquement. L'assemblage mécanique entre le tube en acier et la pièce d'assemblage en acier peut transmettre tant des moments de torsion que des forces axiales. La couche de finition est déposée avant le sertissage. Le sertissage par impulsion magnétique est la méthode de production la plus intéressante du point de vue coût (source: PSTproducts).

Figure : Axe de torsion serti par impulsion magnétique
Source : PSTproducts

Onderdeel van een versnellingsbak
(c): TWI

Gekrompen stalen koppelingen op rubberen slangen
(c): PSTproducts

Onderdeel voor de automobielindustrie
vervaardigd via magnetisch puls krimpen
(c): PSTproducts

Figures : Sertissages des connecteurs sur des câbles électriques
But du projet
Projet de recherche européen
Un projet de recherche européen concerne la réalisation de sertissages via le procédé par impulsion magnétique, mais avec un métal d'apport. Le soudage est toutefois plus compliqué que le sertissage car il faut toujours avoir une fente d'air. Les assemblages par sertissage peuvent se faire sans fente d'air. Lors du sertissage, la qualité dépend moins des paramètres que lors du soudage, de plus il faut moins d'énergie. Les points négatifs des sertissages sont qu'ils ne sont pas étanches à l'air et qu'ils présentent une résistance de transition assez élevées dans le cas d'applications électriques. C'est pourquoi une méthode va être mise au point pour réaliser un sertissage avec métal d'apport, soit une sorte de colle, soit une sorte de métal d'apport de brasage. Lors du sertissage, il y a toujours quelques fuites. Du point de vue de la corrosion, cette recherche peut donner des informations intéressantes.
Description du projet
Coopération Européen
Etant donné l'intérêt industriel, ce projet européen a démarré dans le cadre de la formule européenne CORNET. Le contenu du projet a été décidé au niveau européen mais c'est la région participante qui subsidie le projet (IWT-Vlaanderen). En plus de l'IBS prennent également part à la recherche OCAS, SLV München (‘Schweisstechnische Lehr- und Versuchanstalt’) et l'IFF (‘Industrieanlagen Fügetechnik Fertigungstechnik’), organisme de recherche spécialisé dans le collage.



Axiale krimpverbindingen in aluminium

Koppel-krimpverbindingen