Visuele inspectie van gelaste componenten
Visuele inspectie van gelaste componenten
Tegenwoordig wordt visueel onderzoek van gelaste componenten offline uitgevoerd, na de productie, met behulp van manuele meettoestellen. Er zijn talloze meettoestellen beschikbaar om de laskwaliteit tijdens de productie te beoordelen; zie Figuur 1.

Figuur 1: Meetinstrumenten voor het opmeten van de lasgeometrie. (a/b) Radiusmeter. (c) Meetinstrument voor keelhoogte en randinkarteling
Er zijn echter beperkingen aan deze methode:
- Subjectieve inspectie : Handmatige lasinspectie geeft soms slechts een schatting van de meetwaarden. Metingen van het lasprofiel zoals convexiteit, of de theoretische keelhoogte zijn soms nog meer subjectiviteit. Lasinspecteurs interpreteren de meetresultaten soms anders. Dit resulteert in een beperkte herhaalbaarheid en reproduceerbaarheid.
- Niet-conventionele lasconfiguraties : Een scheve hoeklas is een voorbeeld van een lasconfiguratie die steeds vaker voorkomt in vele industrieën; deze is echter moeilijk te meten met de beschikbare manuele meettoestellen (Figuur 2). De tijdrovende activiteiten omvatten het meten van de werkelijke hoeken en vervolgens het berekenen van de vereiste beenlengtes en theoretische keelhoogte met behulp van een handmatig schuifliniaal.
- Meting over de volledige laslengte: Bij traditionele visuele inspectie wordt meestal naar de totale laslengte gekeken en vervolgens op specifieke plaatsen gemeten. Dit is tijdrovend en laat de mogelijkheid open dat defecten niet opgemerkt worden op plaatsen waar geen meting is uitgevoerd.
- Toegankelijkheid: Hoewel de meeste traditionele handmatige meetinstrumenten klein zijn, zijn er gevallen waarin de toegankelijkheid een probleem vormt (zie Figuur 3). Voor een goed gebruik moet het meetinstrument op het basismateriaal boven de las worden geplaatst en vanuit alle hoeken goed zichtbaar zijn om de resultaten correct te kunnen interpreteren. Soms is het vanwege het ontwerp van de lasnaad of de locatie niet altijd mogelijk om een manueel meetgereedschap te gebruiken.
- Contactloze inspectie van hete onderdelen : Uit veiligheidsoverwegingen moet inspectie met traditionele meetinstrumenten meestal worden uitgevoerd nadat het onderdeel is afgekoeld om de kans op brandwonden te vermijden.
- Moeilijk te kwantificeren kenmerken: bv. de hoek van de lasnaad, randinkarteling en de verhouding tussen de lashoogte en -breedte..
Hieruit kan geconcludeerd worden dat het huidige kwaliteitsborgingssysteem tijdrovend en subjectief is, waardoor het soms ongeschikt is voor een snelle productie-omgeving waar snelle feedback vereist is.

Figuur 2: Schuine hoeklas waarbij een stompe hoek wordt gemeten

Figuur 3: Beperkte toegankelijkheid met handmatige metinstrumenten
Laser scannen
Andere methoden die gebruikt kunnen worden voor het beoordelen van de geometrie zijn laserprofielsensoren of visie-systemen. Algoritmen berekenen vervolgens de karakteristieke afmetingen van de lasnaden [1,2,3,4]. Deze technologie is nu beschikbaar voor montage op een robot of in een draagbaar formaat (zie Figuur 4 en 5).
Laser-inspectie maakt de werking op afstand mogelijk, laat toe om real-time gegevensdiagnostiek uit te voeren, en om afmetingen op te meten die bijna onmogelijk te meten zijn met de manuele meetinstrumenten (bv. de hoek van de lasteen of de theoretische keelhoogte). Andere voordelen zijn dat ze contactloos zijn, en hierdoor de veiligheid van inspecteurs bevorderen en meer reproduceerbare resultaten opleveren.
Analysesoftware die lasermetingen van de lassen omzet in kwantitatieve metingen maakt het mogelijk om de volledige laslengte op te meten in minder tijd dan de bestaande analoge meettechnieken [5]. Het systeem zorgt voor een herhaalbare methode die onafhankelijk is van de operator, die snel is en de mogelijkheid heeft om de volledige lasgeometrie continu op te meten met een hoge resolutie.
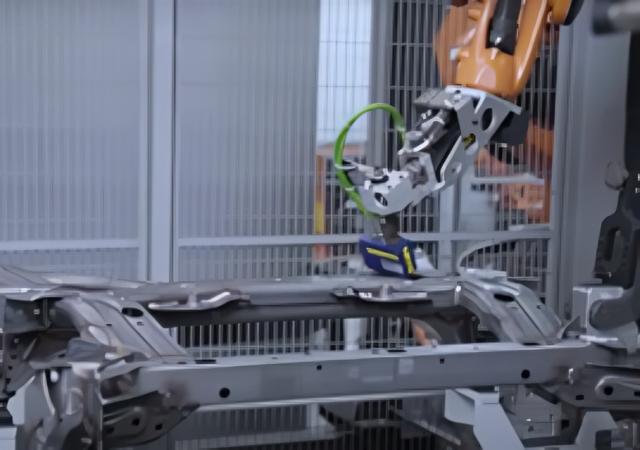
Figuur 4: Laserscansysteem voor lasinspectie, gemonteerd op een robot

Figuur 5: Handmatig laserscansysteem voor lasinspectie
Meetapparatuur bij het Belgisch Instituut voor Lastechniek
Het Belgisch Instituut voor Lastechniek onderzoekt deze technologie momenteel met een laserscanner van Keyence, model LJ-X8080. De huidige testopstelling wordt getoond in Figuur 5. De scanner is gemonteerd op een 5-assige robotarm.

Figuur 6: Keyence laserscanner van een MAG las
De Keyence software kan verschillende kenmerken en waarden opmeten. Deze scanner kan metingen uitvoeren van bv. de hoek tussen de las en het basismateriaal, de keelhoogte, de beenlengte, randinkarteling, enz.
Deze scanner toont veelbelovende resultaten voor het meten van lasgeometrie. Er kan een breed scala aan functies worden geïmplementeerd. Bovendien maakt de software het mogelijk om de lasprofielen onmiddellijk te evalueren aan de hand van vooraf bepaalde aanvaardingscriteria.
De nauwkeurigheid van de scans lijkt uitstekend te zijn. De resolutie is meer dan voldoende in vergelijking met de ISO 5817 norm en zijn vereisten.
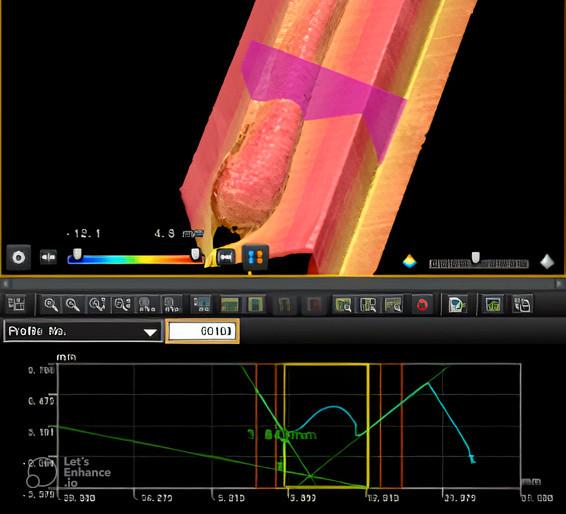

Figuur 6: MAG las – Meten van de keelhoogte
Referenties
[1]: Shafeek HI, Gadelmawla ES, Abdel-Shafy AA, Elewa IM (2004) Automatic inspection of gas pipeline welding defects using an expert vision system. NDT&E International 37(4):301–307
[2]: Wu JH, Chang RS, Jiang JA (2007) A novel pulse measurement system by using laser triangulation and a CMOS image sensor. J Sensors 7:3366–3385
[3]: Huang W, Kovacevic R (2011) A laser-based vision system for weld quality inspection. J Sensors 11(1):506–521
[4]: J D Spencer, P M Dickens, C M Wykes. Rapid prototyping of metal parts by three‑dimensional welding. Proceedings of the Institution of Mechanical Engineers Part B Journal of Engineering Manufacture, 1998, 212: 175–182.
[5]: Stenberg T, Barsoum Z, Åstrand E, Ericson Öberg A, Schneider C, Hedegård J (2017) Quality control and assurance in fabrication of welded structures subjected to fatigue loading. Weld World 61:1003–1015