CORONA: Post-traitement des acier inoxydables soudées
Couleurs de recuit sur acier inoxydable 316.L’acier inoxydable de divers types (par exemple 304, 316L) est largement utilisé dans les entreprises de produits chimiques en raison de la bonne résistance à la corrosion que ces matériaux offrent. Cependant, lors du soudage de l'acier inoxydable, ce matériau est chauffé localement à une température élevée. La zone touchée thermiquement, qui est adjacente à la soudure, mais n'est pas fondue, voit des températures supérieures à 1000 °C. Si de l'oxygène est présent, il réagira immédiatement avec le métal. Cela crée les couleurs dites de recuit, également décrites en anglais sous le nom de « heat tint ».
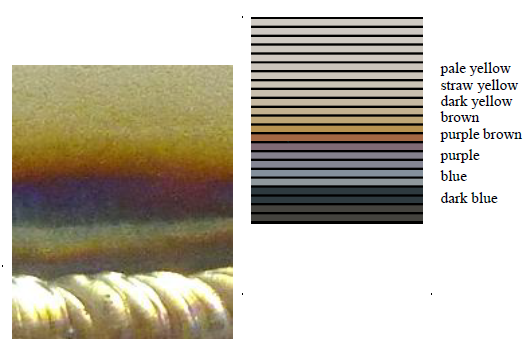
Teintes thermiques sur acier inoxydable 316.
Des recherches ont montré que les couleurs de recuit peuvent réduire considérablement la résistance à la corrosion. Il est donc recommandé de supprimer les couleurs de recuit. À ce jour, la meilleure méthode consiste à décaper avec des produits chimiques agressifs tels que le fluorure d'hydrogène (HF) et l'acide nitrique (HNO3). Après le traitement avec ces produits chimiques, la résistance à la corrosion est similaire à celle du matériau de base.
Toutefois, tant pour les entreprises d'installation que pour les utilisateurs de telles installations, l'utilisation de HF et de HNO3 implique des risques pour la sécurité et la santé.
Plusieurs techniques de post-traitement alternatives sont pourtant disponibles sur le marché, telles que, par exemple, le décapage électrochimique avec de l'acide citrique ou de l'acide phosphorique, le nettoyage au laser ou le nettoyage mécanique. Pour ces techniques, on manque encore d’informations (indépendantes) sur l'amélioration de la résistance à la corrosion de la zone soudée après le traitement.
But du projet
Le but est de parvenir à un classement des techniques de nettoyage les plus appropriées pour des applications spécifiques.
Importance de cette recherche pour les entreprises de traitement des métaux (soudage)
- Selon l'application, le meilleur post-traitement peut être choisi > optimisation des ressources.
- Les procédures de travail peuvent être ajustées si des produits chimiques moins nocifs doivent être utilisés après le soudage > réduction des risques pour la sécurité et la santé.
Importance de cette recherche pour les entreprises chimiques
- Lors de la spécification des travaux de soudage, d'autres techniques de post-traitement peuvent être autorisées > réduction des risques pour la sécurité et la santé.
- Si le nettoyage n’apporte pas une grande valeur ajoutée pour certaines conditions moins corrosives > suppression de l'étape de nettoyage.
Résultats
Les traitements sélectionnés comprenaient:
- Pas de nettoyage (pour référence)
- Décapage à la pâte (produit avec HNO3 et HF)
- Nettoyage électrochimique à l'acide phosphorique
- Nettoyage électrochimique avec solution neutre
- Nettoyage au laser
- Brossage après refroidissement de l'acier inoxydable
- Brossage pendant le refroidissement, à une température de 40-50 ° C ("brossage à chaud")
- Technique de conditionnement de surface spécifique (Sublimotion®)
Des exemples d'échantillons d'essai après traitement sont présentés à la figure suivante.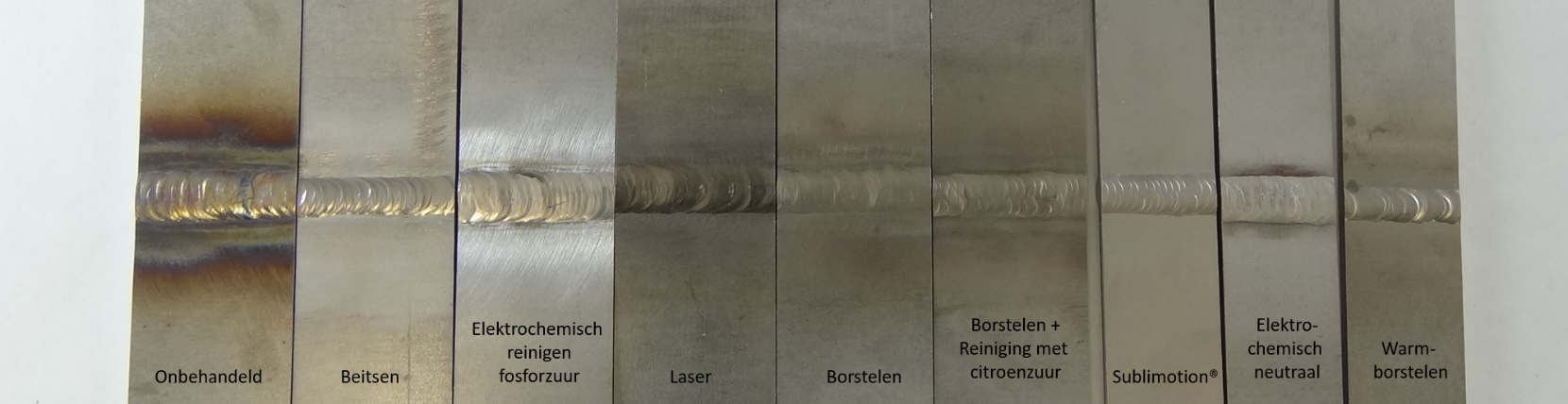
Exemples d'échantillons de test après traitement
Plusieurs tests de corrosion courts sont en cours de test, notamment un test de brouillard salin et un test de corrosion par piqûres. En plus des tests de corrosion courts, des tests de longue durée sont également réalisés dans différentes catégories de corrosion atmosphérique et dans divers liquides (eau déminéralisée, eau de ville et eau de mer artificielle).
Des journées d'étude et des démonstrations seront organisées dans la période à venir. De plus amples informations seront disponibles sous peu.
CORONA est un projet intercluster entre SIM et Catalisti et est soutenu par le gouvernement flamand.