LightBEE : Development of Lightweight Battery Carriers for EV Energy Units
Project description
Electric Vehicles (EVs) have been revived since the late 1990s, due to environmental causes and breakthroughs in battery technology. As a result, the EV markets evolved to compete with conventional combustion engine vehicles. Electric vehicles can reduce the emissions generated by the transportation sector to achieve sustainable transportation goals.
The battery carrier assembly has an important role in the structure of new energy vehicles. At present, the single battery energy density is relatively small. To achieve a sufficient autonomy and power performance, the battery quantity is large. A lot of batteries need a big battery carrier assembly (with a large weight). This affects the electric vehicle performance, reducing the vehicle speed and autonomy.
Furthermore, the battery carrier assemblies loaded with cells accounts for 25-30% of the total weight of the car. It therefore consumes a large amount of battery energy. Reducing the weight of the battery carrier has become one of the most urgent tasks for the development of new energy vehicles.
Project goals
Thus, one of the important challenges of the LightBEE project is to accomplish an optimised and efficient design of the battery carrier from the design for manufacturability perspective. This will allow the successful implementation of the key manufacturing technologies that will result in an advanced battery carrier concept with benefits such as lightweight construction, cost effectiveness, more environmentally friendly manufacturing, a better crashworthiness, etc.
The general objective of the LightBEE project is to overcome the barriers related to the design aspects for manufacturing of high added-value battery carrier components. The optimised battery carrier should be lighter, having better safety properties, and produced more cost-effective and more environmentally-friendly. LightBEE proposes to use:
- lightweight high-strength materials, such as high strength aluminium extrusions or sheets, and composites,
- multi-material solutions for the battery carriers; using and combining different materials joined by new joining techniques will provide lighter and safer battery carriers,
- advanced joining techniques by replacing conventional welding by advanced processes, like solid-state joining processes (e.g. friction stir welding, friction spot welding or electromagnetic pulse welding), laser welding and mechanical joining technologies.
In this way, the project can realise a competitive uptake of innovative design methodologies for the transport industry.
Project description
Within LightBEE, several joining processes are investigated to demonstrate the new battery carrier concepts. The following processes have been identified as very promising to achieve the project goals.
Friction stir welding (FSW) and Friction stir spot welding (FSSW)
Friction Stir Welding is a friction-based solid-state process allowing spot and line joining of sheets or plain products (extrusions). It uses a rotating tool that is plunged in between two clamped plates, that is traversed along the joint line (see Figure 1 and Figure 3). In friction stir spot welding, similar tools are used for creating a spot weld. Joints are produced with a sinkhole/crater, as shown in Figure 2.
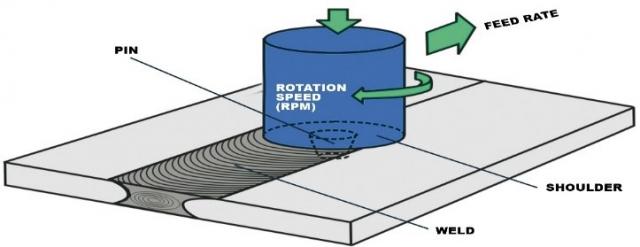
Figure 1: Principle of friction stir welding
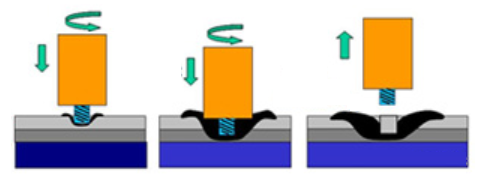
Figure 2 : Principle of friction stir spot welding
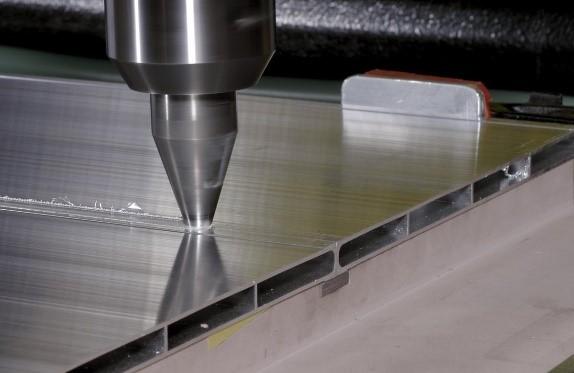
Figure 3 : Example of a friction stir weld of a hollow profile (Source: BWI)
The FSW technology has shown great potential for manufacturing panels using double-skin extrusions of aluminium (Figure 5) as well as reinforced structures by overlap welding of 7XXX alloy extrusions (Figure 6). These concepts will be the basis for the developments required for FSW implementation in battery carrier manufacturing in LightBEE.

Figure 5: Panels produced by FSW of double-skin extrusions (source IK4 LORTEK)

Figure 6 : 7XXX extrusion welded to a 7XXX sheet by FSW in the overlap configuration (source IK4 LORTEK)
The FSW technology has been investigated for its application in high-strength and lightweight structure manufacturing in the aerospace industry. Proof of that are past projects such as WEL-AIR [1] or the ongoing OASIS [2] or ecoTECH [3]. FSW technology applied to high-strength aluminium alloys (2XXX, 7XXX…) is investigated in these projects in order to create innovative structures showing weight reductions and high structural strength. This type of applications were in some cases implemented in real aeronautic structures, i.e. for fuselage structures by Eclipse Aviation [4] and Embraer [5]. Similar structural and FSW technological concepts will be developed in LightBEE, focusing on materials and requirements relevant for the battery carrier development in automotive. Previous results available from the mentioned projects and applications will be very valuable as reference for LightBEE.
Refill friction stir spot welding (RFSSW)
RFSSW is a spot welding process based on friction. It uses a three-component tool comprising a pin, sleeve and clamping ring to join two or more sheets in the overlap configuration. The process creates spot welds without any crater, leaving a flat surface with minimum material loss.
RFSSW is highly suitable for welding aluminium alloys, and in particular for welding advanced high-strength alloys, which are not weldable with conventional welding techniques. It is able to join dissimilar material combinations, such as aluminium-steel, aluminium-composites, coated materials and alloys with unequal thicknesses. It also offers a solution to the problems of resistance spot welding of aluminium alloys (electrode degradation and its influence on the weld quality). The process has been investigated for joining of several aluminium alloys [6,7,8], and for joining of aluminium to composites [9,10].
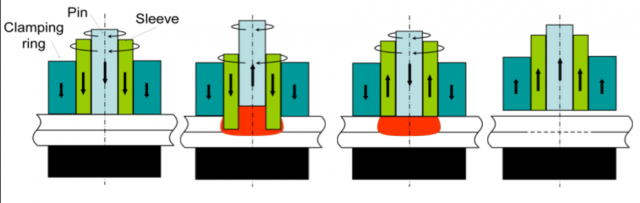
Figure 7: Principle of refill friction stir spot welding
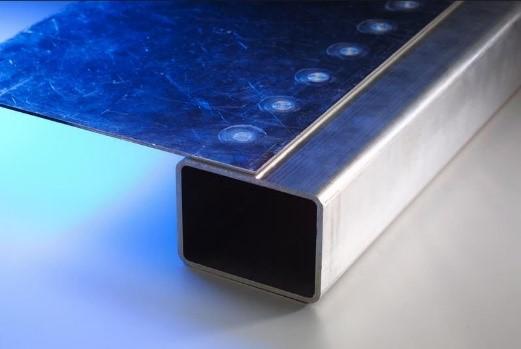
Figure 8: Example of a refill friction stir spot weld (Source: Riftec gmbh)
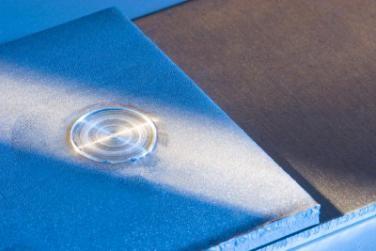
Figure 9: Example of a refill friction stir spot weld in aluminium (Source: BWI)

Figure 10: Example of a refill friction stir spot weld of aluminium to a composite (Source: Helmholtz-Zendrum-Geesthacht)
Electromagnetic pulse welding
Electromagnetic pulse welding is a new, very innovative but nearly unknown production process. The working principle of the welding process is based on the use of electromagnetic forces to deform and weld workpieces. Since this sophisticated welding process doesn't use heat but pressure to realise the weld, it offers important advantages with regard to the conventional welding techniques. The deformation takes places at a very high velocity and is created in a safe way, by using electromagnetic forces. The absence of heat during the weld cycle makes it possible to join dissimilar materials [11].
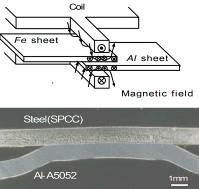
Figure 11: Principle of electromagnetic pulse welding

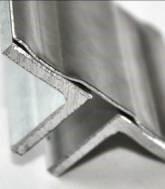
Figure 12: Example of an electromagnetic pulse weld (Source: BWI)
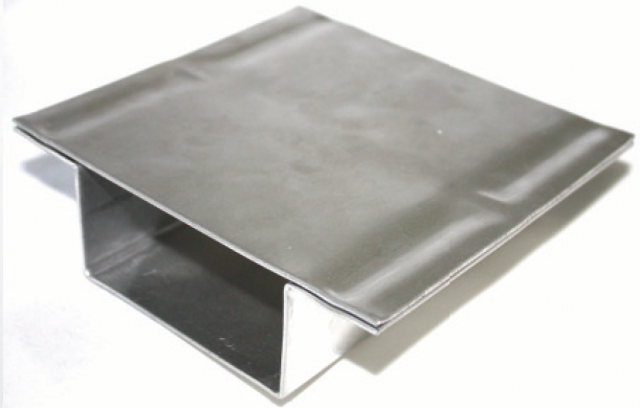
Figure 13: Example of an electromagnetic pulse weld of aluminium [12]

Figure 14: Example of an electromagnetic pulse crimp connection of aluminium to composite (Source: BWI [13])
The above-mentioned processes are all solid-state joining processes, which have the following advantages compared to fusion welding:
- the produced joints are usually free of various solidification defects such as gas porosity, hot cracking, and non-metallic inclusions, which may be present during fusion welding,
- excellent mechanical properties are obtained in the weld HAZ, and low distortion and shrinkage is present, due to solid-state nature,
- ability to join difficult-to-weld aluminium alloys (e.g. materials from the 2000 and 7000 series), dissimilar materials or sheets with big differences in thickness.
Laser beam welding
Laser beam welding is a fusion welding process where radiant energy is used to produce the heat required to melt the materials to be joined. Laser welding of aluminium is widely used in industry, but there are nevertheless limitations which need to be addressed for each application. First, aluminium one of the best reflectors of light. In addition, many aluminium alloys contain magnesium or zinc, which are easily vaporised forming a plasma that blocks the incident beam. Other issues that need to be considered when laser welding aluminium are low power absorption, alloy compositional differences and the importance of surface preparation [14].

Figure 15: Laser welding of aluminium
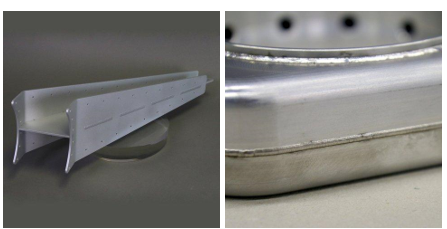
Figure 16: Example of laser welds of aluminium
Results
1. Design
A new design methodology will be developed, leading to an optimal component design with significantly reduced usage of raw material for the same mechanical performance, but also with a significantly improved strength and side crashworthiness leading to a minimised fire risk during accidents, decreasing the vital risk of passenger and increasing safety.
2. Development of joining technologies
Joining technologies will be developed for their implementation for manufacturing of the battery carrier demonstrators.
As far as the FSW technology is concerned, all necessary technological means for welding dissimilar aluminium alloys (7XXX-6XXX) and for high-speed FSW are being developed:
- FSW tool-probe developments,
- New spindle instrumentation and process control system with advanced capabilities to combine force control and position control mode welding,
- New automatic fixtures for part positioning and clamping adapted for high-speed FSW process and selected materials.
- Integration of all FSW technology assets in a machine environment or pilot facility for battery carrier demonstrator manufacturing.
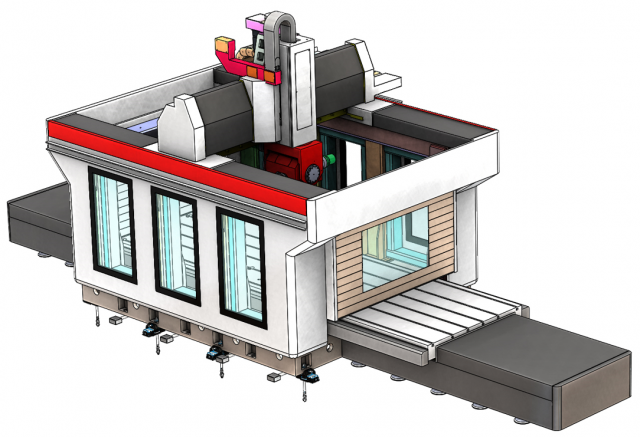
Figure 17 : FSW machine demonstrator in development by LAGUN MT, EKIDE and LORTEK
3. Demonstration
In order validate at industrial level, the developed FSW pilot facility, joining methods and design strategies, the project will have a strong demonstration component, comprising the implementation of 3 case-studies, addressing the following products:
- automotive battery carrier of YESILOVA and TOFAŞ,
- urban transport vehicle battery carrier of BLUWAYS,
- automated guided vehicle battery carrier.
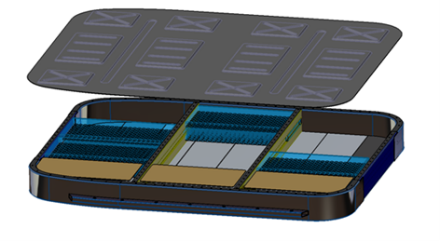
YESILOVA automotive battery carrier
BLUWAYS urban transport vehicle battery carrier

BLUWAYS automated guided vehicle battery carrier

Project partners
- YEŞILOVA Holding - http://www.yesilova.com.tr
- KAREL KALIP - http://www.karelkalip.com.tr/tr_tr/
- TOFAŞ - https://www.tofas.com.tr/Pages/default.aspx
- Belgian Welding Institute - https://bil-ibs.be/en
- BLUWAYS - https://www.bluways.com/
- LORTEK - https://www.lortek.es/en/home
- EKIDE - https://www.ekide.es/
- LAGUN MACHINE TOOLS - https://www.lagunmt.com/
References
[1]: I. Bordesoules, J. Ehrstrom, T. Warner, P. Lequeu and F. Eberl, “Trends in Developments of Aluminium Solutions for Aerospace Applications,” in European workshop on Short Distance Welding Concepts for Airframes - WELAIR, Geesthacht, Hamburg (Germany), 2007.
[2]: https://cordis.europa.eu/project/rcn/213824/factsheet/en
[3]: https://www.cleansky2ecotech.eu/
[4]: B. Christner, “Development and testing of Friction Stir Welding (FSW) as a joining method for primary aircraft structure,” in 23rd ICAS CONGRESS, Toronto (Canada), 2002.
[5]: F. Fernandez, “FSW applied on mid-size aircraft,” in 8th International Symposium on Friction Stir Welding, Timmendorfer Strand (Germany), 2010.
[6]: K. Faes, I. Kwee. Experimental investigation of high-strength aluminium EN AW-7475 sheets welds, using refill friction stir spot welding. IIW Commission III Intermediate Meeting 2018 (III-‐1848-‐18), 24.01.2018.
[7]: I. Kwee, K. Faes. Refill friction stir spot welding of EN AW-7075-T6 to EN AW-7075-T6 sheets. Part 1 - Effect of the welding parameters on the microstructure, surface temperature and hardness of refill friction spot welds of EN AW-7075-T6. Welding and Cutting 17, No. 5, 2018, p. 384-390.
[8]: K. Faes, J. Vercauteren and W. De Waele. Metallographic evaluation of the weldability of high strength aluminium alloys using friction spot welding. International Journal of Sustainable Construction & Design. Vol.85, No. 1, 2017.
[9]: S.T. Amancio-Filho, C. Bueno, J.F. dos Santos, N. Huber, E. Hage. On the feasibility of friction spot joining in magnesium/fiber-reinforced polymer composite hybrid structures. Materials Science & Engineering A, 2011, 528, Vol. 10-11, p. 3841-3848.
[10]: Esteves JV, Goushegir SM, Dos Santos JF, Canto LB, Hage E, Amancio-Filho ST. Friction spot joining of aluminum AA6181-T4 and carbon fiber-reinforced poly (phenylene sulfide): effects of process parameters on the microstructure and mechanical strength. Mater Des 2015; 66: p. 437–45.
[11]: I. Kwee, K. Faes. Experimental research on the weldability of copper to steel tubes using the electromagnetic pulse technology. WeldFab Tech Times. Online, Maart 2018. http://www.weldfabtechtimes.com/article/experimental-research-on-the-wel...
[12]: I. Kwee, V. Psyk, K. Faes. Effect of the Welding Parameters on the Structural and Mechanical Properties of Aluminium and Copper Sheet Joints by Electromagnetic Pulse Welding. World Journal of Engineering and Technology, 2016, 4, p. 538-561.
[13]: FP7 project “MetalMorphosis”: http://www.metalmorphosis.eu
[14]: L. Quintino, R. Miranda, U. Dilthey, D. Iordachescu, M. Banasik, S. Stano. Laser Welding of Structural Aluminium. Springer Berlin Heidelberg, 2012.