FATWELDHSS: Improving the fatigue life of high strength steel welded structures by post weld treatments and specific filler material
Project goals
The general objective of this project is the development of welded joints with improved fatigue properties in High Strength Steels (HSS) in the thickness range of 5-20 mm. Therefore, technical know-how on and understanding of the effect of various fatigue improvement methods will be developed. The specific objectives of the project are:
- Quantification and explanation of the effect of high frequency mechanical impact (HFMI) techniques (e.g. ultrasonic impact treatment (UIT)) on the fatigue properties.
- Determining the suitability of diode laser dressing as a novel technique for re-melting the weld toe region in order to remove sharp weld toe discontinuities that provide fatigue crack initiation sites and possibly to introduce compressive stresses at the weld toe, leading to an improvement in fatigue life.
- Development and optimisation of low transformation temperature (LTT) filler wires to generate compressive residual stresses at the welded joint to prolong the fatigue life.
- Establishing best practice for measuring and profiling the residual stresses at the weld zone surface using conventional X-ray diffraction (XRD) as well as the novel Barkhausen noise (BN) technique. This is required to allow a thorough understanding of the effect the improvement techniques investigated on the residual stresses and fatigue properties.
- Developing weld simulation capabilities to predict the residual stresses at the welded joint and in its vicinity based on the weld geometry, material properties and welding parameters, which will be coupled to fatigue life analysis using local methods. The resulting product will be a predictive tool capable of estimating the welding residual stresses and their effect on fatigue.
- Development of guidelines for improving the fatigue properties of welded joints, which will facilitate the introduction of HSS grades in industrial applications leading to weight, cost and energy reduction.
Project description
Fatigue testing
Several steel grades, such as S960QL, S690QL, S960MC and S700MC were selected, in thicknesses from 5 to 20 mm. Cross-shaped samples as shown in Figure 1, were welded using MAG welding.
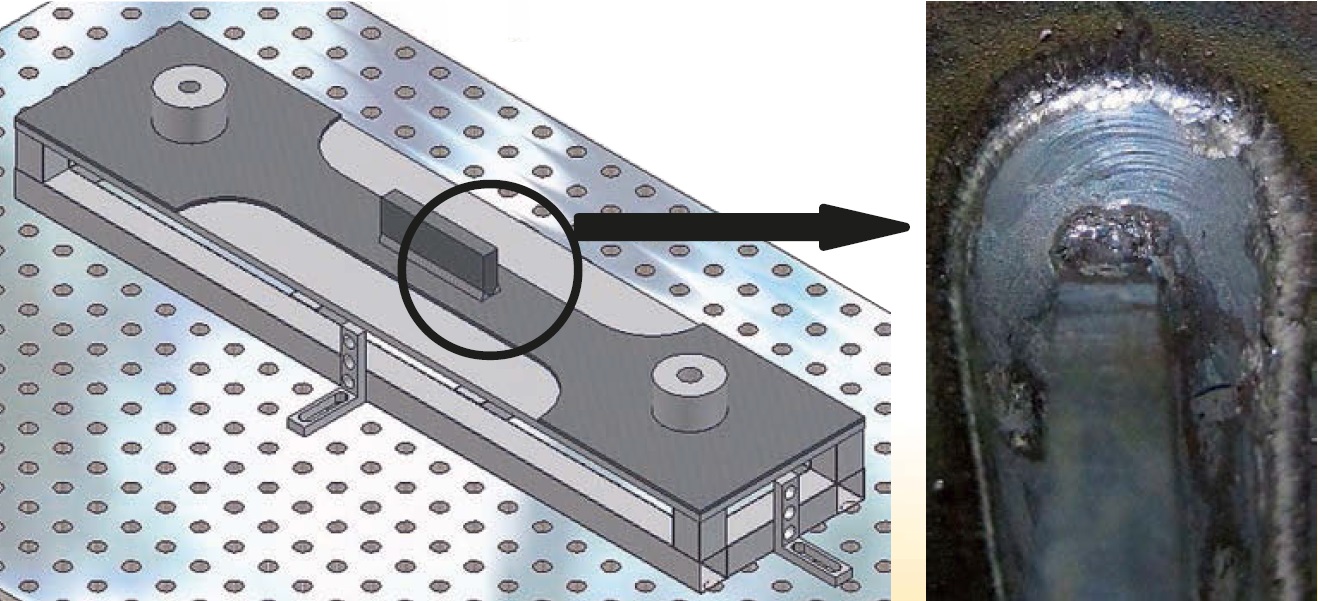
Figure 1: Sample for fatigue test (in the central part on both sides a "fin" is welded) HMFI-treated weld toe (top right)
An extensive test programme was elaborated for fatigue tests under loads with both constant and variable amplitude. The results of the constant amplitude fatigue tests are shown in Figure 2. Linear regression analysis was used to determine the S-N curve for the results in welded condition, after HFMI treatment and after laser-re-melting. Based on these results, obtained with the above mentioned sample geometry, it could be decided that a HFMI treatment leads to an increase of 47 - 51% in terms of fatigue strength. For laser-remelting, an improvement of 34 – 45% was observed. The results on welded samples with LTT-wire show an increase of max. 20% of the fatigue strength. Based on the results available up to now, it is clear that the use of HFMI as post-weld treatment technique has the largest improvement potential in terms of fatigue performance.

Figure 2: Fatigue test results in welded condition, after laser re-melting, after HFMI treatment and welded samples with LTT-wire under constant amplitude load
Results
Development of guidelines
One of the main objectives of this project was to develop guidelines for post-weld treatment of HSS with the aim to determine the optimum conditions for the use of HSS. The preparation of the guidelines was based on the results of the experimental testing, as well as on data that was already available in the literature. By far, the most reliable improvement is obtained when using the HFMI-treatment.
Therefore, initially a draft regulatory document "improving fatigue life of HSS welded structures based on post-weld treatment (HFMI)" was prepared within this project. This document includes guidelines that deal with the following aspects:
- Correct implementation of HFMI-treatment;
- Guidelines for evaluation of the fatigue behavior;
- Criteria for quality assurance, and
- limitations of the method used.
The design document applies for steel plate with thicknesses from 5 to 50 mm and with a yield strength in the range of 235 to 960 MPa. The draft provides the recommendation of 1 increase of the fatigue class for each increase in the yield strength of 200 MPa of the base material (see also Figure 3).

Figure 3: Existing IIW directive on improvement expressed in FAT-classes for hammered welds (dotted line) and the proposed improvement expressed in FAT classes for HFMI treated with welds (full line) in function of the yield strength (fy in MPa)
The draft legislation and regulations developed within this project will stimulate the use of HSS, even in components that are subject to fatigue load. It will be possible to obtain a longer life of welded structures.
Case studies
To substantiate the findings during the laboratory experiments, two existing components were selected as demonstration pieces. More specifically, the arm of a hydraulic excavator and a chassis part of a construction vehicle were examined, both shown in Figure 4.

Figure 4: Selected demo-parts (left – chassis part; right – arm of an excavator)
Initially both components were redesigned using HSS. For the excavator arm, a weight reduction of 18% was obtained by the use of the S700MC material in zones with high loads. In the chassis part, a weight reduction of 24% was achieved. To achieve this, the HSS S700MC and S690QL was used, so that a smaller material thickness could be used. Instead of cast pieces, welded parts were used, where sharp transitions in the geometry were avoided. The redesign was carried out after a thorough analysis so that the critical points were shifted to the weld toe. Thus it was possible to use a post-weld treatment with HFMI in the weld toe to extend the maximum lifetime. Several prototypes of the excavator arm and the chassis part were made in HSS, with only the critical welds treated with HFMI. The parameters for the treatment were chosen on the basis of the recommendations of the supplier and the knowledge acquired within the project.
A simplified fatigue test was conducted on the excavator arm. It was shown that the objective was achieved regarding the fatigue lifetime without failure of the component. The used load for the fatigue test was based on measurement data of an excavator arm in real conditions, in order to obtain results as reliable as possible.
Prototypes of the chassis part were also subjected to a fatigue test and compared with the current design: the reworked version of the chassis part showed a three times higher fatigue life.
Conclusies
Based on the results of the fatigue tests on these real components, it was possible to show that the redesigned structures have a much longer fatigue life than the current designs. Furthermore, it was clear that HFMI-treatment is a promising method to realize weight reduction or to improve the fatigue performance. Finally, it is shown for the studied components that it is possible to achieve a cost reduction, both for the direct product costs and the operating costs of the machines.
FATWELDHSS has received funding from the European Union's RFCS research programme under agreement No. RFSR-CT-2010-00032.
Belgian project partners in this European consortium are OCAS (www.ocas.be) and BIL (www.bil-ibs.be).
Project partners
- OCAS NV, Belgium
- SSAB, Sweden
- Volvo Construction Equipment (VCE), Sweden
- Belgian Welding Institute (BIL), Belgium
- Lincoln Electric The Netherlands
- The Welding Institute (TWI), United Kingdom
- Aalto University, Finland
- Stresstech Oy, Finland
- BAM, Germany
- KTH, Sweden
Publications
- Jonsson B, Barsoum Z and Sperle JO. Weight optimization and fatigue design of a welded bogie beam structure in a construction equipment. Engineering Failure Design 2012. 19: 63-76. DOI: 10.1016/j.engfailanal.2011.09.006
- G. Marquis, E. Mikkola, H. C. Yildirim and Z. Barsoum. Fatigue Strength Improvement of Steel Structures by High Frequency Mechanical Impact: Proposed Fatigue Assessment Guidelines, Welding in the World, July 2013. http://link.springer.com/article/10.1007%2Fs40194-013-0075-x#
- G. Marquis and Z. Barsoum. Fatigue Strength Improvement of Steel Structures by High Frequency Mechanical Impact: Proposed Procedure and Quality Assurance Guidelines. Welding in the World, June 2013. DOI 10.1007/s40194-013-0077-8. http://link.springer.com/article/10.1007/s40194-013-0077-8#
- Yildirim, H. C., Marquis, G. B.: Overview of fatigue data for high frequency mechanical impact treated welded joints, Welding in the World, Vol. 57, issue 7/8, 2012 p 82 – 96. http://link.springer.com/article/10.1007/BF03321368
- Bhatti AA and Barsoum Z. : Development of efficient three-dimensional welding simulation approach for residual stress estimation in different welded joints. Journal of Strain Analysis for Engineering Design 2012, 47: 539-552. doi: 10.1177/0309324712463866