Steel FSW : Soudage des aciers par friction malaxage
Procédé
Le soudage par friction malaxage est un procédé de soudage à froid. Son application a été jusqu’au milieu des années 2000 focalisée sur l’aluminium et dans une moindre mesure, sur d’autres alliages à bas point de fusion (cuivre, magnésium). Pour une description du procédé, veuillez consulter la publication ici.
Depuis quelques années, l’application de ce procédé est envisagée pour les aciers et aciers inox et c’est dans ce cadre qu’a été introduit le projet SteelFSW suivi de FSW-PME.
Projet SteelFSW
Le projet de recherche SteelFSW se concentrent sur le soudage par friction malaxage des aciers. La problématique majeure liée à l’application du soudage par friction malaxage des aciers est le développement d’outil capable de résister aux efforts mis en jeu lors de procédé. Dès lors, une bonne partie des recherches est liée à l’outil : le matériau qui le constitue ainsi que sa géométrie. Les recherches ne sont cependant pas essentiellement basées sur l’outil. Les paramètres opératoires (la vitesse de rotation, la pression verticale, la vitesse d’avance) nécessaires à l’obtention d’une soudure sans défaut sont également étudiés et optimisés afin de réduire les sollicitations appliquées à l’outil et idéalement à augmenter le rendement du procédé.
Partenaires
Le projet est un partenariat entre 4 partenaires. L’IBS, le Cewac, le CRIBC et le CENAERO (celui-ci a été remplacé par l’université de Liège pour la deuxième biennale).
Chacun des partenaires apporte son expérience et expertise dans les domaines liés au FSW des aciers. L’IBS a déjà participé à plusieurs projet de recherche dans le domaine du soudage par friction malaxage (CASSTIR, ALUWELD) et bénéficie d’une grande expérience dans le domaine. De plus, lors de ce projet de recherche, un banc d’essai est conçu au sein même de l’IBS pour étudier l’usure des différents outils envisagés.
Le CEWAC apporte son expérience pratique dans le domaine du soudage par friction malaxage. C’est également le Cewac qui possède des machines de friction malaxage et tous les essais en conditions réelles se déroulent chez eux.
Le CRIBC est spécialisé dans le développement de matériaux frittés et plus spécifiquement de matériaux céramiques. Le CRIBC apporte dès lors son expérience pour la recherche de matériaux potentiels et joue un rôle majeur dans le développement de nouvelles nuances d’outil.
Le CENAERO et l’université de Liège (pour la 2ème biennale) ont pour tâche de modéliser le procédé, premièrement pour aider à comprendre le phénomène et dans un second temps pour développer un outil d’aide qui serait à disposition des entreprises voulant utiliser le procédé.
Project goals
La problématique du matériau d’outil
Pour souder de l’acier par friction malaxage, la température à atteindre à l’interface (outil-acier) pour que la pièce à souder soit dans un état pâteux dépasse les 1000°C. Dès lors, les efforts nécessaires pour générer la chaleur sont très importants et la pression verticale que subit l’outil peut atteindre des valeurs de 130 MPa. Ceci implique aussi qu’à ces températures, le matériau de l’outil doit garder de bonnes propriétés mécaniques et doit rester inerte au fer.
Al’heure actuelle, on trouve dans le commerce 2 types d’outil de friction malaxage capable de souder l’acier. Dans les matériaux constituants ces outils, on trouve soit du PCBN (nitrure de bore cubique polycrystallin), soit du W-Re (tungstène-rhenium). De par leur rareté ou leur procédé de fabrication, ces outils se vendent à des prix prohibitifs (entre 3000$ et 4500$). Pour cette raison, un des objectifs du projet SteelFSW est d’étudier la possibilité d’utiliser des matériaux à plus faible coût quitte à accepter en contrepartie que ceux-ci aient une plus faible durée de vie. Les matériaux envisagés jusqu’à présent sont différentes nuances de carbure de tungstène du commerce. Ensuite, il est prévu que des outils optimisés à partir de nuance propres produites par le CRIBC soient utilisés.
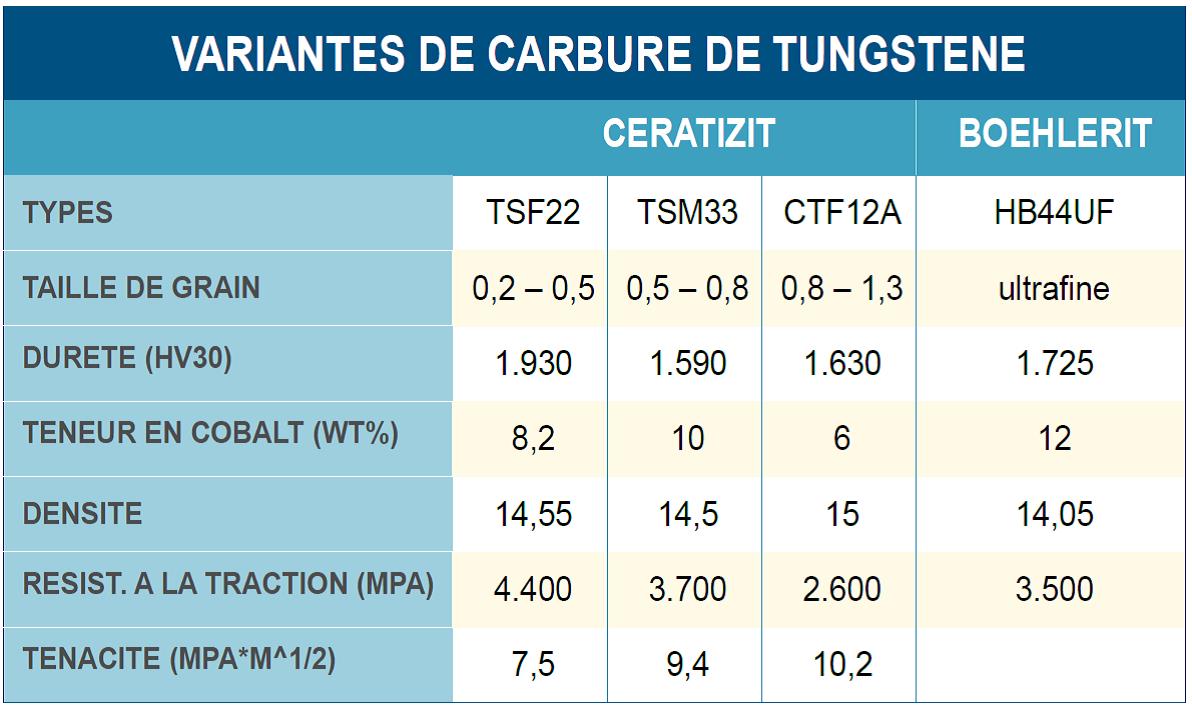
Figure 1: nuances de carbure de tungstène commerciaux envisagées
Results
Le type d’acier à souder
Il est clair que le soudage « des aciers » est relativement vaste et que les difficultés rencontrées pour souder de l’acier inox ne sont pas mes mêmes que celles rencontrées pour souder de l’acier tendre. Lors du projet SteelFSW, l’étude s’est principalement concentrée sur le soudage d’acier inox 304L. Les conditions les plus sévères possibles seront atteintes lors du soudage de cet alliage et nous faisons l’hypothèse que l’outil pouvant souder cet acier inox pourra souder les aciers courants. Néanmoins, des soudures sur des aciers plus tendre tel que le S235JR ont été effectués sans difficultés majeures. Dans le cadre de FSW-PME, si des applications spécifiques pour lesquelles le procédé semble prometteur étaient proposées, les aciers correspondant à ces applications seraient utilisés.

Figure 2: soudure réalisée par friction malaxage sur un tôle d'acier inox 304L de 3mm d'épaisseur à l'aide d’un matériau commercial de la figure 1.

Figure 3: Soudure realisée sur de l’inox 304L de 3 mm d’épaisseur à l’aide d’un outil complexe (voir figure 5).
La problématique de la géométrie de l’outil
A ce stade de nos connaissances, Il est indéniable que la géométrie de l’outil est un facteur essentiel dont il faut tenir pour limiter l’usure des outils, mais également pour produire une soudure sans défaut. Comme l’influence de la géométrie est indissociable de l’influence du matériau, des outils de géométries simples sont utilisés pour étudier l’influence du matériau et des outils à géométries plus complexes sont utilisés pour étudier l’influence de la géométrie.

Figure 4: Outil à géométrie simple

Figure 5: Outil à géométrie complexe
Instrumentation des soudures
Afin de déterminer les conditions de pression et de température supportable par l’outil mais aussi les conditions nécessaires pour effectuer des soudures sans défauts, toutes les soudures sont instrumentées. Ceci signifie qu’au cours de chaque soudure, la pression verticale, le couple et la température sont mesurés et sont par la suite étudiés.
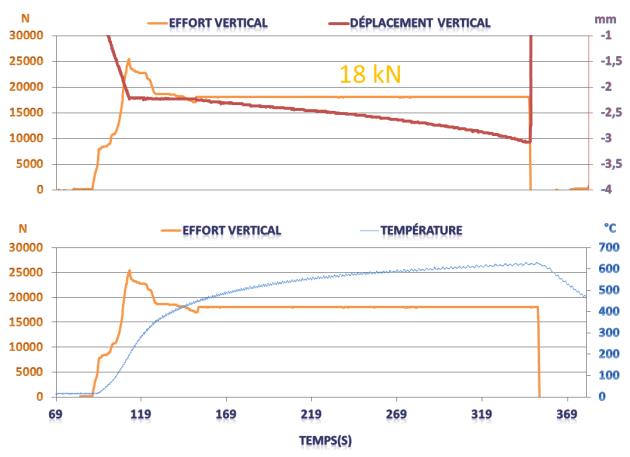
Figure 6: Mesure de la force verticale appliquée sur l’outil, du déplacement vertical de l’outil et de la température lors d’une soudure par friction malaxage.
Banc d’essai
A l’IBS, un banc d’essai a été développé pour simuler le comportement des outils soumis au procédé de soudage par friction malaxage. C’est une machine de friction rotation sur laquelle un outil est placé sur la partie tournante et une pièce d’acier est placée sur la partie en translation. Les capteurs en place nous donnent accès : au couple résistant, au déplacement du chariot, à la température dans la pièce d’acier à malaxer, à la pression hydraulique en amont du piston. Les input de la machine (pression, vitesse de rotation, température) sont contrôlés de telle sorte qu’ils s’apparentent le plus possible au soudage par friction malaxage.

Figure 7 : Machine de friction rotation servant de base pour le banc d’essai à l’IBS
Allongement de la durée de vie des outils
Même dans les cas les plus favorables, , une usure de l’outil est observée. En effet, en utilisant les outils commerciaux les plus performant et des paramètres opératoires optimaux leur correspondant, la longueur soudée maximale est jusqu’à présent de l’ordre d’une centaine de mètre, alors qu’elle se compte en dizaine de km dans le cas de l’aluminium. Dans le cadre du projet, il est prévu d’étudier l’influence du préchauffage de l’acier à souder sur l’allongement de la durée de vie des outils.
FSW-PME
Les résultats obtenus jusqu’à présent sont encourageants et il est très probable qu’il existe des alternatives moins coûteuses aux outils commerciaux actuels. Nous avons démontré dans le cadre de la première biennale (SteelFSW ) que des carbures de tungstène combinés à des paramètres opératoires judicieusement choisis pouvaient déjà représenter une alternative techniquement réaliste.
En juillet 2013, démarre FSW-PME, qui est la seconde biennale consacrée au soudage par friction malaxage des aciers. Dans le cadre de FSW-PME, nous allons continuer à travailler sur la rentabilité du soudage des aciers inox car cela reste un challenge. Par ailleurs, il a aussi été montré que le soudage des aciers ordinaires était beaucoup moins problématique. Nous invitons les entreprises intéressées par l’application de ce procédé, que ce soit pour des alliages à bas ou à haut point de fusion, à prendre contact avec nous.
Plus d'information
- Publication : Le soudage par friction-malaxage, ce n'est pas sorcier !
- Publication : Soudage à froid de l'acier : ceci n'est peût-être pas une friction !
- Publication : Le soudage par friction malaxage des aciers