High Strength Steels: An Overview
High Strength Steels: An Overview
The ongoing need to reduce the weight of products while increasing strength has resulted in new generation steel manufacturing using special heat treatments to procedure high strength steels. The special steels can be divided in three major groups (Figure 1): High-Strength Steels (HSS) with a yield strength of 210 to 550 MPa, including among others, the CMn Steel, the steel bake hardening (BH) and the high strength low alloy steel (HSLA); the Ultra-High Strength Steels (UHSS) with a yield strength greater than 550 MPa; and the Advanced High Strength Steels (AHSS), also called of Multiphased High-Strength Steels, with a yield strength greater than 700 MPa, what includes, among others, the Transformation Induced Plasticity (TRIP), the Dual Phase (DP), the Complex Phase (CP) and the Martensitic Steels.
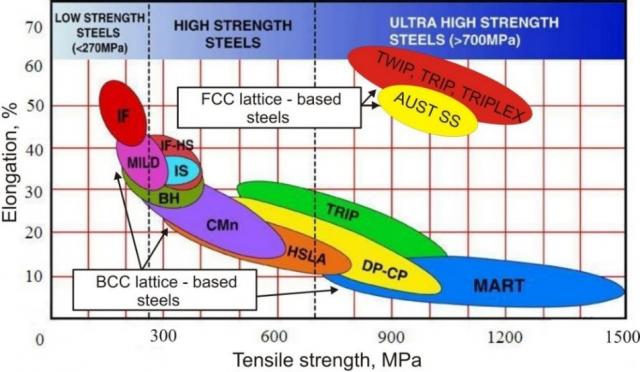
Figure 1 - Strength and deformation field of various types of steel.
DP steels are characterized by a low yield ratio and high work-hardening ratio are widely used in automotive components that require high strength, good crashworthiness and good formability. These steels are and will remain the most consumed steels in existing and future cars (Figure 2) [1].
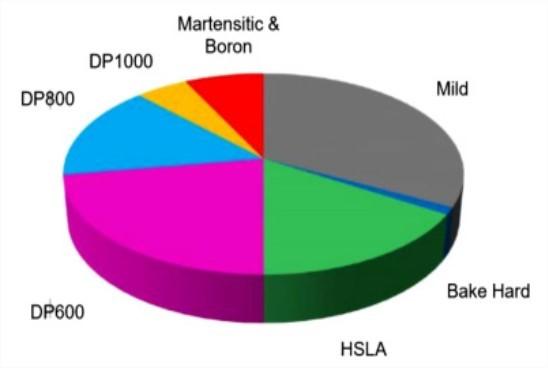
Figure 2 - Shares of different materials in 2015 Ford Edge car.
Weldability of High Strength Steels
In order to take best advantage of the excellent properties of Ultra High Strength Steels (UHSS), processing skills with these materials must be enhanced and problems related to these groups of steels should be overcome. For instance, high susceptibility to cracking and heat affected zone softening are significant problems that can affect the efficiency of the welded joint [2].
The high strength in UHSS is achieved by modifying the steel microstructure, thus, the microstructure may change as a result of heat input during welding. Weld heat input is consequently a critical issue significantly affecting the strength and properties of the joint. If the heat input is too low, there is an increased risk of lack of fusion, and if the heat input is too high, the heat affected zone gets too big, which can cause detrimental effects within the weld. Heat input is also a very important variable governing the cooling time, t8/5 (the higher the heat input, the slower the cooling rate), which has a key role in the phase balance and mechanical properties of the HAZ and weld. In practice, the cooling rate is dependent on many factors: heat input, process efficiency, material properties preheat temperature, material thickness and wire feeding rate. For arc welding processes, heat input can be controlled by adjusting the welding current, welding voltage and welding speed and it can be defined as a distributed heat flux on the weldment surface.
Studies of the weldability of UHSS have shown, for the most part, that maximum softening occurs in the microstructures area of the HAZ where the peak temperature during welding reaches the lower critical temperature (Ac1) of the steel. This is typically referred to as HAZ softening in the subcritical area (SCHAZ), i.e., the zone in which the temperature is too low to cause ferrite-austenite transformation but high enough to temper the martensite present in the base material microstructure. Decomposition of martensite due to high tempering causes the soft area in the HAZ. Figure 3 shows a typical softened area in the HAZ of an AHSS [3].
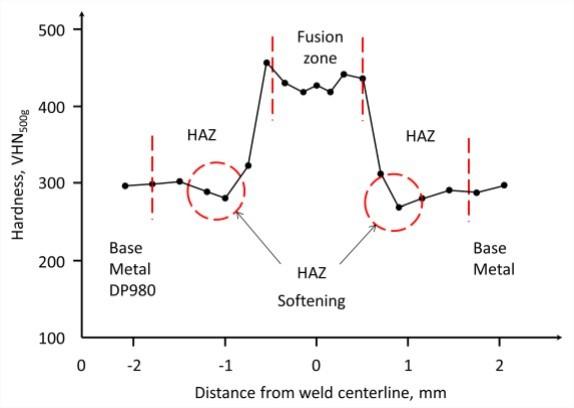
Figure 3 - Hardness profile across the weld: Nd YAG laser welding of DP980 with speed of 6.0 m/min.
The nature of UHSS steels means that welding parameters, especially heat input, are strictly limited by the risk of cracking and the HAZ softening phenomena, as illustrated schematically in Figure 4. The shaded area in Figure 4 shows the permissible heat input bounded by the risk of cold cracking and excessive hardening on the left, and on the right, a loss of strength and hardness due to over-tempering and possible loss of toughness as a result of re-transformation to upper bainitic microstructures during cooling [4].
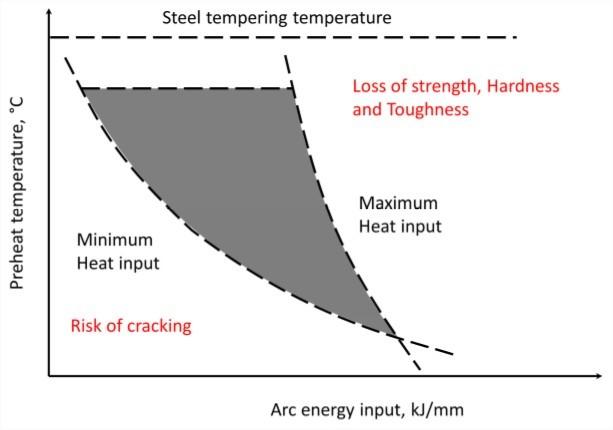
Figure 4 - Total weld heat input relationship for welding UHSS steels.
Despite the susceptibility to cracking and softening phenomena in the HAZ and weld metal of UHSS, these steels can be welded effectively, but the linear energy of the welding must be precisely adjusted, in order to avoid excessive hardening and subsequent cold cracking in the case of short cooling time, and reduced strength properties, especially in the HAZ, in the case of excessively high linear energy of welding or slow cooling rates. It should be emphasized that when welding UHSS, the heat input in the welding process must be kept as low as possible to avoid excessive softening.
According to the characteristics inherent to the different welding processes, some become more easily applicable to the welding of UHSS steels. Table 1 presents a summary and comparison of key considerations and characteristics of some of the most used welding method, while the Table 2 presents a summary and comparison of the different UHSS materials with different welding processes.
Table 1 - Comparison different welding methods for UHSS.
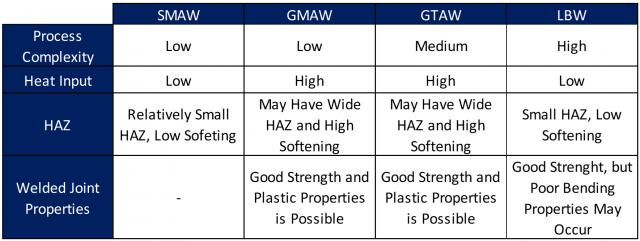
Table 2 - Different welding processes using different UHSS [5] 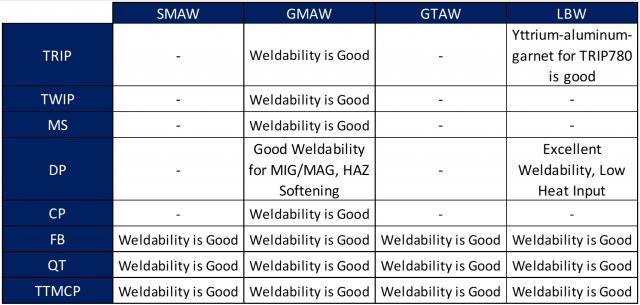
References
- [1] : J. Reed, Advanced High-Strength Steel Technologies in the 2015 Ford Edge. Presented at Great Designs in Steel 2015, May 13, Livonia, MI, USA, 2015
- [2] : P. Kah, M. Pirinen, R. Suoranta, J. Martikainen, Welding of Ultra High Strength Steels. Advanced Materials Research. Vol 849. 2014. doi: 10.4028/www.scientific.net/AMR.849.357
- [3] : Xia, M., Biro, E., Tian, Z. and Zhou, Y., 2008, "Effect of heat input and martensite on HAZ softening in laser welding of dual phase steels," ISIJ International Journal, 48 (6) pp. 809-814.
- [4] : AWRA, 1985, (Australian Welding Research Association now WTIA Welding Technology Institute of Australia), "Quenched and Tempered Steels," Australian Welding Research Association, Technical Note 15, Milsons Point.
- [5] : F. N. Bayock, P. Kah, A. Salminem, M. Belinga and X. Yang, Feseability Study of Welding Dissimilar Advanced and Ultra High Strength Steels. Reviews on Advanced Materials Science. Vol 59. 2020
Acknowledgements
The presented results were achieved within the project "Advanced Manufacturing Solution Tightly Aligned with Business Needs – AVANGARD". This project is funded by the European Union within the frame of the Horizon 2020 research and innovation program under Grant Agreement No. 869986
